Nd: YAG laser beam welding of UNS N07718 superalloy and UNS S32304 duplex stainless steel: Phase transformations and mechanical properties of dissimilar joints
{"title":"Nd: YAG laser beam welding of UNS N07718 superalloy and UNS S32304 duplex stainless steel: Phase transformations and mechanical properties of dissimilar joints","authors":"Farzad Badkoobeh , Hossein Mostaan , Fardin Nematzadeh , Mohammad Roshanai","doi":"10.1016/j.optlastec.2023.110254","DOIUrl":null,"url":null,"abstract":"<div><p>This article implies the phase transformations and mechanical behavior of dissimilar laser welded UNS N07718 superalloy/UNS S32304 duplex stainless steel. Laser power, welding speed, and focal point were the variables of the laser beam welding (LBW) approach. Optical microscopy and electron backscattered diffraction (EBSD) analysis were utilized. They demonstrated that the weld metal (WM) mainly had an austenitic microstructure with a face-centered cubic structure in the form of columnar and equiaxed dendrites. Also, the occurrence of directional solidification in WM was verified by EBSD. The heat-affected zone (HAZ) microstructure of Inconel 718 superalloy included austenite grains with normal grain growth, annealing twins, and precipitates. There was a ferritic-austenitic microstructure in the HAZ of 2304 duplex stainless. In this area, the volume fraction of the ferrite phase was excessively higher than that of the austenite phase and the austenite was characterized as Widmanstätten plates and grain boundary austenite. Furthermore, abnormal ferrite grain growth was identified in this. Welding defects e.g., molten spatter, solidification crack, and lack of penetration were observed, as well. Based on the uniaxial tensile test, it was realized that the highest failure load (9.7 <span><math><mrow><mo>±</mo></mrow></math></span> 0.4 kN) was achieved in the laser power of 1900 W, welding speed of 3 mm/s, and focal point of 0 mm. Therefore, these variables were known as the optimum variables of the LBW process. All laser weldments failed from the WM and fractography via scanning electron microscopy (SEM) showed a mixture of dimple and cleavage features in the fracture surfaces of the laser welds.</p></div>","PeriodicalId":19511,"journal":{"name":"Optics and Laser Technology","volume":"170 ","pages":"Article 110254"},"PeriodicalIF":4.6000,"publicationDate":"2023-10-27","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Optics and Laser Technology","FirstCategoryId":"101","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S0030399223011477","RegionNum":2,"RegionCategory":"物理与天体物理","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q1","JCRName":"OPTICS","Score":null,"Total":0}
引用次数: 0
Abstract
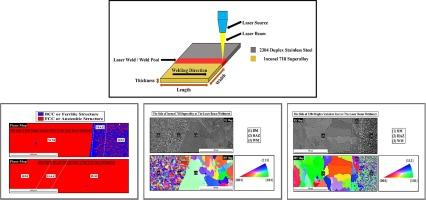
This article implies the phase transformations and mechanical behavior of dissimilar laser welded UNS N07718 superalloy/UNS S32304 duplex stainless steel. Laser power, welding speed, and focal point were the variables of the laser beam welding (LBW) approach. Optical microscopy and electron backscattered diffraction (EBSD) analysis were utilized. They demonstrated that the weld metal (WM) mainly had an austenitic microstructure with a face-centered cubic structure in the form of columnar and equiaxed dendrites. Also, the occurrence of directional solidification in WM was verified by EBSD. The heat-affected zone (HAZ) microstructure of Inconel 718 superalloy included austenite grains with normal grain growth, annealing twins, and precipitates. There was a ferritic-austenitic microstructure in the HAZ of 2304 duplex stainless. In this area, the volume fraction of the ferrite phase was excessively higher than that of the austenite phase and the austenite was characterized as Widmanstätten plates and grain boundary austenite. Furthermore, abnormal ferrite grain growth was identified in this. Welding defects e.g., molten spatter, solidification crack, and lack of penetration were observed, as well. Based on the uniaxial tensile test, it was realized that the highest failure load (9.7 0.4 kN) was achieved in the laser power of 1900 W, welding speed of 3 mm/s, and focal point of 0 mm. Therefore, these variables were known as the optimum variables of the LBW process. All laser weldments failed from the WM and fractography via scanning electron microscopy (SEM) showed a mixture of dimple and cleavage features in the fracture surfaces of the laser welds.
期刊介绍:
Optics & Laser Technology aims to provide a vehicle for the publication of a broad range of high quality research and review papers in those fields of scientific and engineering research appertaining to the development and application of the technology of optics and lasers. Papers describing original work in these areas are submitted to rigorous refereeing prior to acceptance for publication.
The scope of Optics & Laser Technology encompasses, but is not restricted to, the following areas:
•development in all types of lasers
•developments in optoelectronic devices and photonics
•developments in new photonics and optical concepts
•developments in conventional optics, optical instruments and components
•techniques of optical metrology, including interferometry and optical fibre sensors
•LIDAR and other non-contact optical measurement techniques, including optical methods in heat and fluid flow
•applications of lasers to materials processing, optical NDT display (including holography) and optical communication
•research and development in the field of laser safety including studies of hazards resulting from the applications of lasers (laser safety, hazards of laser fume)
•developments in optical computing and optical information processing
•developments in new optical materials
•developments in new optical characterization methods and techniques
•developments in quantum optics
•developments in light assisted micro and nanofabrication methods and techniques
•developments in nanophotonics and biophotonics
•developments in imaging processing and systems

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


