{"title":"利用可变参数螺旋铣削碳纤维增强塑料的实验研究","authors":"A. Jiao, Y. Zhang, J. Zhang, J. Li","doi":"10.1007/s40799-023-00665-x","DOIUrl":null,"url":null,"abstract":"<div><p>In order to significantly reduce the defects of hole-making on Carbon Fiber Reinforced Plastics (CFRP), a scheme on the variable parameter helical milling experiments was carried out. First, the helical milling process was analyzed. Second, using the response surface methodology (RSM) in the experiments, the max exit tear value, aperture diameter and surface roughness <i>Ra</i> at the intermediate area were analyzed and the optimum combination of parameters was obtained: spindle speed 8962 r/min, helical speed 60 r/min, and pitch 0.207 mm at the hole entry and exit areas; spindle speed 6242 r/min, helical speed 87 r/min, and pitch 0.205 mm at the hole intermediate area. Last, the effect of milling direction on hole-making was obtained: up milling at the hole entry and exit areas and down milling at the hole intermediate area. The superiority of variable parameter helical milling experiment was verified: there were fewer defects such as burrs and tears at hole entry and exit areas; and the surface roughness <i>Ra</i> was 6.39% lower, the aperture deviation was from + 0.011 mm to -0.007 mm at the hole intermediate area. Therefore, the quality of hole-making by the variable parameter helical milling scheme was significantly improved.</p></div>","PeriodicalId":553,"journal":{"name":"Experimental Techniques","volume":"48 2","pages":"343 - 357"},"PeriodicalIF":1.5000,"publicationDate":"2023-07-08","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Experimental Study of Helical Milling Carbon Fiber Reinforced Plastics by Variable Parameters\",\"authors\":\"A. Jiao, Y. Zhang, J. Zhang, J. Li\",\"doi\":\"10.1007/s40799-023-00665-x\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>In order to significantly reduce the defects of hole-making on Carbon Fiber Reinforced Plastics (CFRP), a scheme on the variable parameter helical milling experiments was carried out. First, the helical milling process was analyzed. Second, using the response surface methodology (RSM) in the experiments, the max exit tear value, aperture diameter and surface roughness <i>Ra</i> at the intermediate area were analyzed and the optimum combination of parameters was obtained: spindle speed 8962 r/min, helical speed 60 r/min, and pitch 0.207 mm at the hole entry and exit areas; spindle speed 6242 r/min, helical speed 87 r/min, and pitch 0.205 mm at the hole intermediate area. Last, the effect of milling direction on hole-making was obtained: up milling at the hole entry and exit areas and down milling at the hole intermediate area. The superiority of variable parameter helical milling experiment was verified: there were fewer defects such as burrs and tears at hole entry and exit areas; and the surface roughness <i>Ra</i> was 6.39% lower, the aperture deviation was from + 0.011 mm to -0.007 mm at the hole intermediate area. Therefore, the quality of hole-making by the variable parameter helical milling scheme was significantly improved.</p></div>\",\"PeriodicalId\":553,\"journal\":{\"name\":\"Experimental Techniques\",\"volume\":\"48 2\",\"pages\":\"343 - 357\"},\"PeriodicalIF\":1.5000,\"publicationDate\":\"2023-07-08\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Experimental Techniques\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://link.springer.com/article/10.1007/s40799-023-00665-x\",\"RegionNum\":4,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q3\",\"JCRName\":\"ENGINEERING, MECHANICAL\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Experimental Techniques","FirstCategoryId":"5","ListUrlMain":"https://link.springer.com/article/10.1007/s40799-023-00665-x","RegionNum":4,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q3","JCRName":"ENGINEERING, MECHANICAL","Score":null,"Total":0}
Experimental Study of Helical Milling Carbon Fiber Reinforced Plastics by Variable Parameters
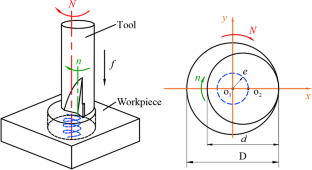
In order to significantly reduce the defects of hole-making on Carbon Fiber Reinforced Plastics (CFRP), a scheme on the variable parameter helical milling experiments was carried out. First, the helical milling process was analyzed. Second, using the response surface methodology (RSM) in the experiments, the max exit tear value, aperture diameter and surface roughness Ra at the intermediate area were analyzed and the optimum combination of parameters was obtained: spindle speed 8962 r/min, helical speed 60 r/min, and pitch 0.207 mm at the hole entry and exit areas; spindle speed 6242 r/min, helical speed 87 r/min, and pitch 0.205 mm at the hole intermediate area. Last, the effect of milling direction on hole-making was obtained: up milling at the hole entry and exit areas and down milling at the hole intermediate area. The superiority of variable parameter helical milling experiment was verified: there were fewer defects such as burrs and tears at hole entry and exit areas; and the surface roughness Ra was 6.39% lower, the aperture deviation was from + 0.011 mm to -0.007 mm at the hole intermediate area. Therefore, the quality of hole-making by the variable parameter helical milling scheme was significantly improved.
期刊介绍:
Experimental Techniques is a bimonthly interdisciplinary publication of the Society for Experimental Mechanics focusing on the development, application and tutorial of experimental mechanics techniques.
The purpose for Experimental Techniques is to promote pedagogical, technical and practical advancements in experimental mechanics while supporting the Society''s mission and commitment to interdisciplinary application, research and development, education, and active promotion of experimental methods to:
- Increase the knowledge of physical phenomena
- Further the understanding of the behavior of materials, structures, and systems
- Provide the necessary physical observations necessary to improve and assess new analytical and computational approaches.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


