飞秒激光螺旋钻削镍基单晶高温合金:参数影响规律、表面完整性及形成机理
IF 3.7
2区 工程技术
Q2 ENGINEERING, MANUFACTURING
Precision Engineering-Journal of the International Societies for Precision Engineering and Nanotechnology
Pub Date : 2025-08-21
DOI:10.1016/j.precisioneng.2025.08.008
引用次数: 0
摘要
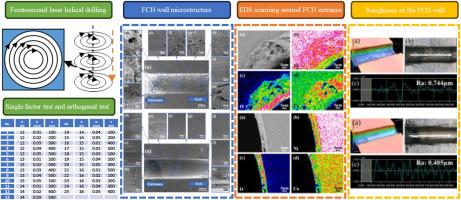
针对目前飞秒激光打孔工艺质量不佳的问题,从几何特性、加工效率、FCH壁烧蚀等方面分析比较了不同飞秒激光打孔工艺参数对膜冷却孔(FCH)壁表面质量的影响。采用单因素试验和正交试验从去除率、脉冲重叠率和等离子体吸收率等方面揭示工艺参数的影响机理。结果表明:随着激光输出功率(P)的增加,材料去除效率提高,FCH壁烧蚀增大;螺旋钻进过程中,每层扫描聚焦差(H)和单层扫描停留时间(T)共同决定了进给速率,影响着FCH管壁的质量。螺旋扫描路径周期数(R)对FCH壁表面烧蚀的影响最大。当R较小时,螺旋钻削加工路径最外圈的扫描增大,材料去除更充分,FCH管壁质量提高。螺旋扫描模块转速(V)引起的脉冲重叠率变化对FCH壁质量无显著影响。基于参数的影响,得到了较好的工艺参数组合。在此参数组合下,加工时间为25 s,锥度达到0.027°,孔壁呈纳米条纹结构,无烧蚀,粗糙度Ra仅为0.405 μm。本文章由计算机程序翻译,如有差异,请以英文原文为准。
Femtosecond laser helical drilling on nickel-based single crystal superalloy: Parameter influence laws, surface integrity and formation mechanisms
Aiming at the problem of poor quality in the current femtosecond laser drilling process, this paper analyzed and compared the influence of different femtosecond laser drilling process parameters on the surface quality of film cooling hole (FCH) wall from the perspectives of geometric characteristics, processing efficiency and FCH wall ablation. The single factor test and orthogonal test were used to reveal the influence mechanism of process parameters from the aspects of removal efficiency, pulse overlap rate and plasma absorption. The results show that with the increase of laser output power (P), the material removal efficiency increases, and the FCH wall ablation increases. The amount of focus drop per scan layer (H) and single-layer scan dwell time (T) jointly determine the feed rate during helical drilling, which affects the quality of the FCH wall. The number of helical scanning path cycle (R) has the greatest influence on the surface ablation of the FCH wall. When the R is small, the scanning of the outermost circle of the helical drilling processing path increases, the material is removed more fully, and the quality of the FCH wall is improved. The change of pulse overlap rate caused by rotation speed of helical scan module (V) has no significant effect on the quality of FCH wall. Based on the influence of parameters, a better combination of process parameters has obtained. Under this parameter combination, the processing time is 25 s, the taper reaches 0.027°, the hole wall exhibits a nano stripe structure with no ablation, and the roughness Ra is only 0.405 μm.
求助全文
通过发布文献求助,成功后即可免费获取论文全文。
去求助
来源期刊

CiteScore
7.40
自引率
5.60%
发文量
177
审稿时长
46 days
期刊介绍:
Precision Engineering - Journal of the International Societies for Precision Engineering and Nanotechnology is devoted to the multidisciplinary study and practice of high accuracy engineering, metrology, and manufacturing. The journal takes an integrated approach to all subjects related to research, design, manufacture, performance validation, and application of high precision machines, instruments, and components, including fundamental and applied research and development in manufacturing processes, fabrication technology, and advanced measurement science. The scope includes precision-engineered systems and supporting metrology over the full range of length scales, from atom-based nanotechnology and advanced lithographic technology to large-scale systems, including optical and radio telescopes and macrometrology.
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


