激光粉末床熔融过程监控数据建模:快速成型制造质量保证的实用途径
IF 4.7
Q2 ENGINEERING, MANUFACTURING
引用次数: 0
摘要
质量保证仍然是激光粉末床熔融和金属增材制造面临的重大挑战。尽管系统制造商提供了过程监控作为可能的解决方案,但数据集庞大而繁琐,在没有直接比较数据的情况下,实际用途有限。模型数据集可对单个构建进行验证,突出偏差,并促进智能构建规划,从而对具有挑战性的特征或构建策略进行预先评估。在此,我们开发了一种实用方法,使用相对简单的算法对商用系统的过程监控数据进行建模。采用启发式方法,将算法响应与实验数据集进行拟合,从而得出控制常数及其与关键工艺参数的关系。结果表明,常数和模型拟合的可预测性随着线能量的增加而提高,最大 R2=0.8。在相应的敏感性分析支持下,算法变量趋势确定了两种不同的行为模式。在低线性能量密度(<0.2J/mm)条件下,累积时空临近时间权重变量显示出较低的灵敏度指数,其特点是实验数据中反映的模型响应平缓。在能量较高(≥0.2J/mm)时,算法变量变得更可预测,反映在稳定的灵敏度指数上,因为测量采用了累积时空接近函数的特征形式。改进方法以适应噪声、几何和系统行为被确定为未来发展的关键步骤。这项可行性研究为通用预测工具奠定了基础,它能够实现激光粉末床熔融过程监控所承诺的质量保证目标。本文章由计算机程序翻译,如有差异,请以英文原文为准。
Modelling process monitoring data in laser powder bed fusion: A pragmatic route to additive manufacturing quality assurance
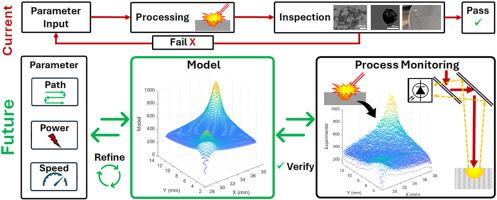
Quality assurance remains a significant challenge for laser powder bed fusion and metal additive manufacturing. Despite system manufacturers offering process monitoring as a possible solution, datasets are large and cumbersome with practical use limited without direct comparative data. Model datasets would enable individual build validation, highlight deviations, and facilitate intelligent build planning whereby challenging features or build strategies could be pre-emptively assessed.
Herein a pragmatic approach has been developed to model process monitoring data from a commercial system using a relatively simple algorithm. Using a heuristic method, the algorithm response has been fitted to an experimental dataset to derive governing constants and their relationship to key process parameters. Predictability of constants and model fit has been shown to improve with increasing line energy up to a maximum R2=0.8. Algorithm variable trends, supported by corresponding sensitivity analysis, identified two different behavioural regimes. Under low linear energy density (<0.2J/mm) the cumulative spacetime proximity time-weight variable shows a low sensitivity index, characterised by a flat model response reflected in the experimental data. At higher energies (≥0.2J/mm) algorithm variables become more predictable, reflected in stabilising sensitivity indices, as measurements adopt a form characteristic of the cumulative spacetime proximity function.
Effectiveness has been demonstrated through presentation of experimental and model data. Refining the methodology to accommodate noise, geometry, and systematic behaviours are identified as key steps to future development. This feasibility study has laid the groundwork for a generalised predictive tool, capable of realising the quality assurance ambitions promised by laser powder-bed fusion process monitoring.
求助全文
通过发布文献求助,成功后即可免费获取论文全文。
去求助
来源期刊

Additive manufacturing letters
Materials Science (General), Industrial and Manufacturing Engineering, Mechanics of Materials
CiteScore
3.70
自引率
0.00%
发文量
0
审稿时长
37 days
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


