用于 AA6061-T6 填充摩擦搅拌点焊的工具的磨损机理和失效分析
IF 5.3
1区 工程技术
Q1 ENGINEERING, MECHANICAL
引用次数: 0
摘要
研究填充式搅拌摩擦点焊(RFSSW)中的工具磨损对于了解其局限性和提高效率至关重要。延长工具的使用寿命对于提高技术的准备水平以及将技术从实验室转移到工业应用非常重要。本研究调查了 AA6061-T6 类似焊点的准静态搭接剪切性能,并连续监测了 3450 次焊接循环中的工具磨损,直至工具失效。此外,还进一步阐明了 RFSSW 磨损机制的基本原理。研究表明,通过调整热输入以补偿摩擦生热效率的损失(与磨损导致的工具轮廓变化有关),可以在工具磨损不断加剧的情况下实现稳定的点焊准静态搭接剪切性能。随后的工具失效案例分析表明了肩部持续磨损退化的主要原因。刀具磨损是由热加工刀具钢的塑性变形和随后刀具钢脊的断裂造成的,在移动和旋转刀具之间的接触区域引入了大的硬质颗粒。此外,Fe-Al 金属间化合物的形成和脱落与旋转刀具产生反作用,加剧了刀具磨损。本文章由计算机程序翻译,如有差异,请以英文原文为准。
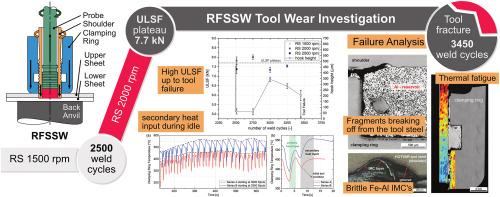
Wear mechanisms and failure analysis of a tool used in refill friction stir spot welding of AA6061-T6
Investigating tool wear in refill friction stir spot welding (RFSSW) is essential for understanding its limitations and improving its efficiency. Increasing the tool's service life is important to push the technology's readiness level and transfer the technology from the laboratory to industrial applications. In this study, the quasi-static lap shear performance of AA6061-T6 similar welded spots was investigated and tool wear was continuously monitored until tool failure at 3450 welding cycles. Furthermore, the fundamentals of the wear mechanisms in RFSSW were further elucidated. The investigation shows that it is possible to achieve steady quasi-static lap shear performance of the spot welds over advancing tool wear by adjusting the heat input to compensate for losses in frictional heat generation efficiency (related to tool profile changes by abrasion). A subsequent tool failure case analysis showed the main causes for the continuous wear degradation of the shoulder. Tool wear was driven by plastic deformation of the hot-work tool steel and subsequent break-out of tool steel ridges, introducing big hard particles into the contact region between the moving and rotating tools. In addition, the formation and detachment of Fe-Al intermetallic compounds counteract with the rotating tools and increase tool wear.
求助全文
通过发布文献求助,成功后即可免费获取论文全文。
去求助
来源期刊
Wear
工程技术-材料科学:综合
CiteScore
8.80
自引率
8.00%
发文量
280
审稿时长
47 days
期刊介绍:
Wear journal is dedicated to the advancement of basic and applied knowledge concerning the nature of wear of materials. Broadly, topics of interest range from development of fundamental understanding of the mechanisms of wear to innovative solutions to practical engineering problems. Authors of experimental studies are expected to comment on the repeatability of the data, and whenever possible, conduct multiple measurements under similar testing conditions. Further, Wear embraces the highest standards of professional ethics, and the detection of matching content, either in written or graphical form, from other publications by the current authors or by others, may result in rejection.
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


