{"title":"利用响应面方法对基于冷金属转移焊接的铝 4047 合金线弧增材制造工艺参数进行实验研究","authors":"Rajendra Prasad, Narayan Yuvaraj, Vipin, Archana Gopal","doi":"10.1007/s40194-024-01817-2","DOIUrl":null,"url":null,"abstract":"<div><p>Proper parameter selection is crucial for obtaining the required shape of the beads and reducing defects like uneven welds, cracks, porosity, and irregularities while creating wire arc additive manufacturing (WAAM) samples. This study aims to investigate the impact of three input process parameters (current, welding speed, and gas flow rate) at three different levels on the properties (weld bead width, bead height, and dilution) of samples made from aluminum 4047 using the CMT-WAAM process. The study will analyze the data using response surface methodology (RSM). A central composite design (CCD) matrix was employed to develop a design of experiment incorporating three process factors. The appropriateness of the design was assessed by ANOVA analysis. The upper limits for the height and penetration of the weld bead were 2.83 mm and 3.12 mm, respectively. The lowest level of width measured was 9.44 mm. The forecasted ideal input parameters were a current of 150 A, a welding speed of 50 cm/min, and a shielding gas flow rate of 15 l/min. The findings demonstrated that the current exerted the most significant impact on determining the various responses, with welding speed and gas flow rate being the subsequent influential factors. The microstructures were analyzed using optical microscopy, revealing that the microstructure of the wall region comprised columnar and equiaxed grains. This study has considerable potential for manufacturing aluminum items utilizing a CMT-based arc welding technique.</p><h3>Graphical Abstract</h3>\n<div><figure><div><div><picture><source><img></source></picture></div></div></figure></div></div>","PeriodicalId":809,"journal":{"name":"Welding in the World","volume":"68 11","pages":"2837 - 2852"},"PeriodicalIF":2.5000,"publicationDate":"2024-07-31","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Experimental investigation of process parameters of cold metal transfer welding-based wire arc additive manufacturing of aluminum 4047 alloy using response surface methodology\",\"authors\":\"Rajendra Prasad, Narayan Yuvaraj, Vipin, Archana Gopal\",\"doi\":\"10.1007/s40194-024-01817-2\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>Proper parameter selection is crucial for obtaining the required shape of the beads and reducing defects like uneven welds, cracks, porosity, and irregularities while creating wire arc additive manufacturing (WAAM) samples. This study aims to investigate the impact of three input process parameters (current, welding speed, and gas flow rate) at three different levels on the properties (weld bead width, bead height, and dilution) of samples made from aluminum 4047 using the CMT-WAAM process. The study will analyze the data using response surface methodology (RSM). A central composite design (CCD) matrix was employed to develop a design of experiment incorporating three process factors. The appropriateness of the design was assessed by ANOVA analysis. The upper limits for the height and penetration of the weld bead were 2.83 mm and 3.12 mm, respectively. The lowest level of width measured was 9.44 mm. The forecasted ideal input parameters were a current of 150 A, a welding speed of 50 cm/min, and a shielding gas flow rate of 15 l/min. The findings demonstrated that the current exerted the most significant impact on determining the various responses, with welding speed and gas flow rate being the subsequent influential factors. The microstructures were analyzed using optical microscopy, revealing that the microstructure of the wall region comprised columnar and equiaxed grains. This study has considerable potential for manufacturing aluminum items utilizing a CMT-based arc welding technique.</p><h3>Graphical Abstract</h3>\\n<div><figure><div><div><picture><source><img></source></picture></div></div></figure></div></div>\",\"PeriodicalId\":809,\"journal\":{\"name\":\"Welding in the World\",\"volume\":\"68 11\",\"pages\":\"2837 - 2852\"},\"PeriodicalIF\":2.5000,\"publicationDate\":\"2024-07-31\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Welding in the World\",\"FirstCategoryId\":\"88\",\"ListUrlMain\":\"https://link.springer.com/article/10.1007/s40194-024-01817-2\",\"RegionNum\":4,\"RegionCategory\":\"材料科学\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q2\",\"JCRName\":\"METALLURGY & METALLURGICAL ENGINEERING\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Welding in the World","FirstCategoryId":"88","ListUrlMain":"https://link.springer.com/article/10.1007/s40194-024-01817-2","RegionNum":4,"RegionCategory":"材料科学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"METALLURGY & METALLURGICAL ENGINEERING","Score":null,"Total":0}
Experimental investigation of process parameters of cold metal transfer welding-based wire arc additive manufacturing of aluminum 4047 alloy using response surface methodology
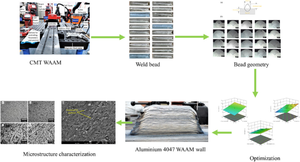
Proper parameter selection is crucial for obtaining the required shape of the beads and reducing defects like uneven welds, cracks, porosity, and irregularities while creating wire arc additive manufacturing (WAAM) samples. This study aims to investigate the impact of three input process parameters (current, welding speed, and gas flow rate) at three different levels on the properties (weld bead width, bead height, and dilution) of samples made from aluminum 4047 using the CMT-WAAM process. The study will analyze the data using response surface methodology (RSM). A central composite design (CCD) matrix was employed to develop a design of experiment incorporating three process factors. The appropriateness of the design was assessed by ANOVA analysis. The upper limits for the height and penetration of the weld bead were 2.83 mm and 3.12 mm, respectively. The lowest level of width measured was 9.44 mm. The forecasted ideal input parameters were a current of 150 A, a welding speed of 50 cm/min, and a shielding gas flow rate of 15 l/min. The findings demonstrated that the current exerted the most significant impact on determining the various responses, with welding speed and gas flow rate being the subsequent influential factors. The microstructures were analyzed using optical microscopy, revealing that the microstructure of the wall region comprised columnar and equiaxed grains. This study has considerable potential for manufacturing aluminum items utilizing a CMT-based arc welding technique.
期刊介绍:
The journal Welding in the World publishes authoritative papers on every aspect of materials joining, including welding, brazing, soldering, cutting, thermal spraying and allied joining and fabrication techniques.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


