Yawen Hu, Zheng Wang, Tingfang Tao, Shuai Chen, Hongbo Cui
{"title":"不同转速对 Q1100 超高强度钢搅拌摩擦焊缝微观组织不均匀分布和韧性的影响","authors":"Yawen Hu, Zheng Wang, Tingfang Tao, Shuai Chen, Hongbo Cui","doi":"10.1007/s40194-024-01762-0","DOIUrl":null,"url":null,"abstract":"<div><p>Using different rotational speeds in friction stir welding is a new way to improve the microstructure and the impact toughness of the weld. However, the specific speed most suitable for Q1100 ultra-high strength steel has yet to be discovered. Here, friction stir welding of 8 mm thick Q1100 ultra-high strength steel was carried out at constant welding speeds of 375 rpm, 475 rpm, and 600 rpm. With the aid of an optical microscope, a microhardness tester, an impact tester, a tensile tester, and a field emission scanning electron microscope (SEM) equipped with an electron backscatter diffraction (EBSD) system, the microstructure characteristics such as the carbide precipitation phase in the original austenite grains, the dislocation pattern within the martensitic lath, and the fracture morphology of the impact specimens were analyzed. The results show that the overall hardness and impact toughness of the advancing side and retreating side of the stirring zone show a trend of first increasing and then decreasing with the increase of the rotational speed, in which the hardness value of the advancing side of the same speed is higher than that of the retreating side. In contrast, the impact toughness is higher on the retreating than on the advancing side. At 375 rpm, the carbide is needle-like, the martensite bundle is narrow, and there are more high-angle grain boundaries, the hindrance to crack expansion is significant, and the toughness is higher relative to the base material. At 475 rpm, the martensite bundle widens, the number of high-angle grain boundaries increases, both the advancing and retreating sides are ductile fractures with small tearing dimples of varying sizes distributed around the large tearing dimples, and the toughness increases relative to 375 rpm. When the speed at 600 rpm, the carbide is coarser, the martensite bundle is more expansive than at 475 rpm, the number of high-angle grain boundaries is reduced, the tearing toughness dimples are unevenly distributed, and the toughness is reduced. Compared to 375 rpm and 600 rpm, the joint cooling rate is either faster or slower, and the 475 rpm cooling rate is just right in between. Meanwhile, when the rotational speed at 475 rpm, the average hardness of the joint is 375 HV, the impact work at − 40℃ is 51 J, and its tensile strength and elongation are 998 MPa and 3.09%, respectively, with the best comprehensive mechanical properties.</p></div>","PeriodicalId":809,"journal":{"name":"Welding in the World","volume":"68 8","pages":"2071 - 2081"},"PeriodicalIF":2.5000,"publicationDate":"2024-04-02","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Effect of various rotational speeds on the inhomogeneous distribution of microstructure and toughness in friction stir weld joint of Q1100 ultra-high strength steel\",\"authors\":\"Yawen Hu, Zheng Wang, Tingfang Tao, Shuai Chen, Hongbo Cui\",\"doi\":\"10.1007/s40194-024-01762-0\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>Using different rotational speeds in friction stir welding is a new way to improve the microstructure and the impact toughness of the weld. However, the specific speed most suitable for Q1100 ultra-high strength steel has yet to be discovered. Here, friction stir welding of 8 mm thick Q1100 ultra-high strength steel was carried out at constant welding speeds of 375 rpm, 475 rpm, and 600 rpm. With the aid of an optical microscope, a microhardness tester, an impact tester, a tensile tester, and a field emission scanning electron microscope (SEM) equipped with an electron backscatter diffraction (EBSD) system, the microstructure characteristics such as the carbide precipitation phase in the original austenite grains, the dislocation pattern within the martensitic lath, and the fracture morphology of the impact specimens were analyzed. The results show that the overall hardness and impact toughness of the advancing side and retreating side of the stirring zone show a trend of first increasing and then decreasing with the increase of the rotational speed, in which the hardness value of the advancing side of the same speed is higher than that of the retreating side. In contrast, the impact toughness is higher on the retreating than on the advancing side. At 375 rpm, the carbide is needle-like, the martensite bundle is narrow, and there are more high-angle grain boundaries, the hindrance to crack expansion is significant, and the toughness is higher relative to the base material. At 475 rpm, the martensite bundle widens, the number of high-angle grain boundaries increases, both the advancing and retreating sides are ductile fractures with small tearing dimples of varying sizes distributed around the large tearing dimples, and the toughness increases relative to 375 rpm. When the speed at 600 rpm, the carbide is coarser, the martensite bundle is more expansive than at 475 rpm, the number of high-angle grain boundaries is reduced, the tearing toughness dimples are unevenly distributed, and the toughness is reduced. Compared to 375 rpm and 600 rpm, the joint cooling rate is either faster or slower, and the 475 rpm cooling rate is just right in between. Meanwhile, when the rotational speed at 475 rpm, the average hardness of the joint is 375 HV, the impact work at − 40℃ is 51 J, and its tensile strength and elongation are 998 MPa and 3.09%, respectively, with the best comprehensive mechanical properties.</p></div>\",\"PeriodicalId\":809,\"journal\":{\"name\":\"Welding in the World\",\"volume\":\"68 8\",\"pages\":\"2071 - 2081\"},\"PeriodicalIF\":2.5000,\"publicationDate\":\"2024-04-02\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Welding in the World\",\"FirstCategoryId\":\"88\",\"ListUrlMain\":\"https://link.springer.com/article/10.1007/s40194-024-01762-0\",\"RegionNum\":4,\"RegionCategory\":\"材料科学\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q2\",\"JCRName\":\"METALLURGY & METALLURGICAL ENGINEERING\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Welding in the World","FirstCategoryId":"88","ListUrlMain":"https://link.springer.com/article/10.1007/s40194-024-01762-0","RegionNum":4,"RegionCategory":"材料科学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"METALLURGY & METALLURGICAL ENGINEERING","Score":null,"Total":0}
Effect of various rotational speeds on the inhomogeneous distribution of microstructure and toughness in friction stir weld joint of Q1100 ultra-high strength steel
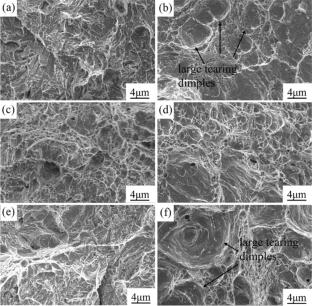
Using different rotational speeds in friction stir welding is a new way to improve the microstructure and the impact toughness of the weld. However, the specific speed most suitable for Q1100 ultra-high strength steel has yet to be discovered. Here, friction stir welding of 8 mm thick Q1100 ultra-high strength steel was carried out at constant welding speeds of 375 rpm, 475 rpm, and 600 rpm. With the aid of an optical microscope, a microhardness tester, an impact tester, a tensile tester, and a field emission scanning electron microscope (SEM) equipped with an electron backscatter diffraction (EBSD) system, the microstructure characteristics such as the carbide precipitation phase in the original austenite grains, the dislocation pattern within the martensitic lath, and the fracture morphology of the impact specimens were analyzed. The results show that the overall hardness and impact toughness of the advancing side and retreating side of the stirring zone show a trend of first increasing and then decreasing with the increase of the rotational speed, in which the hardness value of the advancing side of the same speed is higher than that of the retreating side. In contrast, the impact toughness is higher on the retreating than on the advancing side. At 375 rpm, the carbide is needle-like, the martensite bundle is narrow, and there are more high-angle grain boundaries, the hindrance to crack expansion is significant, and the toughness is higher relative to the base material. At 475 rpm, the martensite bundle widens, the number of high-angle grain boundaries increases, both the advancing and retreating sides are ductile fractures with small tearing dimples of varying sizes distributed around the large tearing dimples, and the toughness increases relative to 375 rpm. When the speed at 600 rpm, the carbide is coarser, the martensite bundle is more expansive than at 475 rpm, the number of high-angle grain boundaries is reduced, the tearing toughness dimples are unevenly distributed, and the toughness is reduced. Compared to 375 rpm and 600 rpm, the joint cooling rate is either faster or slower, and the 475 rpm cooling rate is just right in between. Meanwhile, when the rotational speed at 475 rpm, the average hardness of the joint is 375 HV, the impact work at − 40℃ is 51 J, and its tensile strength and elongation are 998 MPa and 3.09%, respectively, with the best comprehensive mechanical properties.
期刊介绍:
The journal Welding in the World publishes authoritative papers on every aspect of materials joining, including welding, brazing, soldering, cutting, thermal spraying and allied joining and fabrication techniques.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


