Influence of low speed-wire electrical discharge machining strategy on surface roughness and quality of laser cladding Ni204
IF 6.3
2区 材料科学
Q2 CHEMISTRY, PHYSICAL
引用次数: 0
Abstract
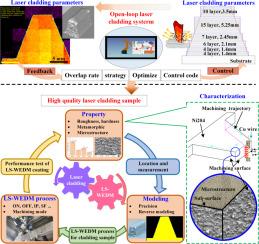
To address the key issues of surface accuracy and interface bonding in rack remanufacturing, this study proposes a remanufacturing strategy that couples laser directed energy deposition (L-DED) with low-speed wire electrical discharge machining (LS-WEDM). The effects of the machining strategy on the surface roughness, metamorphic layer thickness, and subsurface grain size of Ni204 layers were systematically investigated. Four machining strategies were designed, namely: rough cutting (RC), RC + trimming 1 (T1), RC + T1 + trimming 2 (T2), and RC + T1 + T2 + fine cutting (FC). The surface roughness of procedure 1 is 4.173 μm, while that of procedure 4 is reduced to 0.634 μm. By regulating the energy input of machining steps in each procedure, the average size of subsurface grains is reduced by 18.4 %; this regulation also promotes directional grain growth, with the proportion of low-angle grain boundaries increasing from 25 % to 45 %. Additionally, a 2.61 μm elemental buffer zone is formed at the interface via Ni-Fe interdiffusion, and the bending strength reaches 1375.8 MPa (quenched and tempered 45# steel, bending strength ranges from 900 – 1200 MPa). This study provides a process basis for the high-precision remanufacturing of complex components.
低速线材电火花加工策略对激光熔覆Ni204表面粗糙度和质量的影响
为了解决机架再制造中表面精度和界面粘合的关键问题,本研究提出了激光定向能沉积(L-DED)与低速线切割加工(LS-WEDM)耦合的再制造策略。系统研究了不同加工策略对Ni204镀层表面粗糙度、变质层厚度和亚表面晶粒尺寸的影响。设计了粗切(RC)、RC +切边1 (T1)、RC + T1 +切边2 (T2)、RC + T1 + T2 +细切(FC)四种加工策略。工艺1的表面粗糙度为4.173 μm,工艺4的表面粗糙度降至0.634 μm。通过调节各工序加工步骤的能量输入,亚表面晶粒的平均尺寸减小了18.4%;这种调节也促进了晶粒的定向生长,低角度晶界的比例从25%增加到45%。Ni-Fe相互扩散在界面形成2.61 μm元素缓冲带,抗弯强度达到1375.8 MPa(45#钢调质后,抗弯强度在900 ~ 1200 MPa之间)。该研究为复杂零件的高精度再制造提供了工艺依据。
本文章由计算机程序翻译,如有差异,请以英文原文为准。
求助全文
约1分钟内获得全文
求助全文
来源期刊

Surfaces and Interfaces
Chemistry-General Chemistry
CiteScore
8.50
自引率
6.50%
发文量
753
审稿时长
35 days
期刊介绍:
The aim of the journal is to provide a respectful outlet for ''sound science'' papers in all research areas on surfaces and interfaces. We define sound science papers as papers that describe new and well-executed research, but that do not necessarily provide brand new insights or are merely a description of research results.
Surfaces and Interfaces publishes research papers in all fields of surface science which may not always find the right home on first submission to our Elsevier sister journals (Applied Surface, Surface and Coatings Technology, Thin Solid Films)
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


