Batch process design and simulation for the regeneration of MEG, DEG and TEG from a complex refinery waste effluent using E-NRTL method in Aspen Hysys
引用次数: 0
Abstract
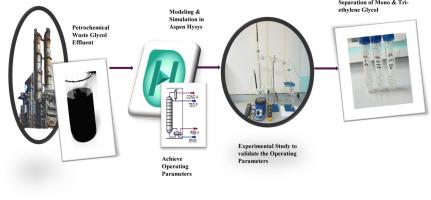
The petroleum industry primarily relies on glycols as hydrate inhibitors. In the petrochemical sectors, one of the key processes is the dehydration of natural gas. Mono-ethylene glycol and tri-ethylene glycol (MEG and TEG) are the most commonly used glycols for dehydration to prevent the corrosion and blockage caused by hydrate development in pipelines. Following this dehydration procedure, a waste glycol combination including organic contaminants such as aromatic hydrocarbons is produced. A novel approach is followed in this research is to develop the modeling and simulation techniques for the regeneration of individual glycol components from the petrochemical waste glycol. The E-NRTL (Electrolyte Non-Random Two-Liquid) property package is used to simulate the process using the simulation tool Aspen Hysys V12.0. The operating parameters, particularly temperature and pressure from the simulation are then validated with an experimental investigation. The outcome from the experiment shows excellent results, with MEG and TEG achieving 99.2% and 99.5% purity respectively, while diethylene glycol (DEG) was not detected in gas chromatography mass spectrometer (GC–-MS). The overall yield of the process was calculated as 99.46%. The sensitivity analysis was conducted to optimize the process to achieve optimum conditions to prevent the system from high pressure drop at 100% column efficiency. This represents a significant advancement towards recycling the waste material into valuable products that can be reused in the process, aligning with Sustainable Development Goal (SDG) 12: Responsible Consumption and Production, and support in achieving the industry targets.
阿斯本海斯公司用E-NRTL法从复杂的炼油厂废液中再生MEG、DEG和TEG的间歇工艺设计和模拟
石油工业主要依靠乙二醇作为水合物抑制剂。在石油化工行业,天然气的脱水是一个关键过程。单乙二醇和三乙二醇(MEG和TEG)是最常用的用于脱水的乙二醇,以防止管道中水合物形成造成的腐蚀和堵塞。在脱水过程之后,会产生含有机污染物(如芳香烃)的废乙二醇组合。本研究采用了一种新颖的方法,开发了从石油化工废乙二醇中再生单个乙二醇组分的建模和仿真技术。E-NRTL(电解质非随机双液)属性包使用仿真工具Aspen Hysys V12.0来模拟该过程。然后通过实验研究验证模拟得到的操作参数,特别是温度和压力。实验结果显示,MEG和TEG的纯度分别达到99.2%和99.5%,而二甘醇(DEG)在气相色谱-质谱(GC -MS)中未检测到。该工艺的总收率为99.46%。通过灵敏度分析对工艺进行了优化,以达到防止系统在100%塔效下出现高压降的最佳条件。这代表了将废料回收为可在过程中重复使用的有价值产品的重大进步,符合可持续发展目标(SDG) 12:负责任的消费和生产,并支持实现行业目标。
本文章由计算机程序翻译,如有差异,请以英文原文为准。
求助全文
约1分钟内获得全文
求助全文

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


