Pulp fiber-based composites with plasticized starch via high-shear mixing
IF 6.5
Q1 CHEMISTRY, APPLIED
Carbohydrate Polymer Technologies and Applications
Pub Date : 2025-08-07
DOI:10.1016/j.carpta.2025.100971
引用次数: 0
Abstract
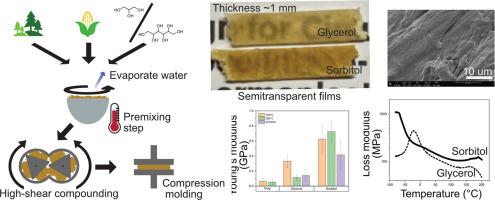
Fiber-based materials are difficult to process at elevated temperatures as they do not flow as easily as polymers do. The aim of the present work is to obtain a lignocellulose-based thermoformable material with as high fiber content as possible, preferably above 60 wt%. Starch has been demonstrated to bring thermoprocessability when added in large amounts to cellulose fibers. However, the aim of the present work is to obtain a fibre-starch composite with a high fibre content, 60-70 wt%, by mixing bleached Kraft pulp, starch, and plasticizers (glycerol or sorbitol) in a two-step mixing process. First, the pulp was pre-mixed with water, starch, and plasticizer at 90 °C and stirred until reaching a dry content of ca. 90 wt%, where after the pre-mix was further processed using high-shear mixing. Scanning electron microscopy analyses confirmed the successful gelatinization of starch and efficient fiber dispersion after mixing. Differential scanning calorimetry revealed thermal transitions in the samples with the highest sorbitol content, 20 wt%.
Sheets were successfully produced from two formulations via compression molding of the high-shear mixed materials: pulp fibers (60 wt%), starch (20 wt%), and glycerol or sorbitol (20 wt%), respectively. Sheets were pressed at 150 or 200°C. Tensile test revealed that the sorbitol-containing samples had higher strength but lower ductility compared to the glycerol-containing samples. The glycerol-containing samples processed at 200°C exhibited significantly lower strength and stiffness than samples prepared at 150°C, likely due to evaporation of glycerol and phase separation. The most favorable results showed a more than sixfold increase in stiffness and strength compared to pure Kraft pulp.
Structural weaknesses in the composites were primarily observed at interfaces where starch agglomerates lacked fiber reinforcement. Nevertheless, the method shows strong promise for producing thermoformable lignocellulose-based composites with up to 60 wt% fiber through the incorporation of starch and plasticizer—without compromising mechanical performance. Further optimization of the thermoprocessing conditions is necessary to enhance material strength and uniformity.
浆料纤维基复合材料与增塑型淀粉的高剪切混炼
纤维基材料很难在高温下加工,因为它们不像聚合物那样容易流动。目前工作的目的是获得一种基于木质纤维素的热成型材料,纤维含量尽可能高,最好在60%以上。当大量添加到纤维素纤维中时,淀粉已被证明具有热加工性。然而,本研究的目的是通过两步混合工艺,将漂白的卡夫纸浆、淀粉和增塑剂(甘油或山梨糖醇)混合,获得纤维含量高(60-70 wt%)的纤维-淀粉复合材料。首先,将纸浆与水、淀粉和增塑剂在90°C下进行预混合,搅拌至约90% wt%的干含量,然后进行高剪切混合进一步处理。扫描电镜分析证实了淀粉的成功糊化和混合后纤维的有效分散。差示扫描量热法显示,山梨醇含量最高的样品(20% wt%)发生了热转变。通过高剪切混合材料:纸浆纤维(60 wt%)、淀粉(20 wt%)和甘油或山梨醇(20 wt%)的压缩成型,两种配方成功地生产了薄片。薄片在150或200°C下被压制。拉伸试验表明,与含甘油的试样相比,含山梨糖醇的试样具有较高的强度,但延展性较低。在200°C下处理的含甘油样品的强度和刚度明显低于在150°C下制备的样品,可能是由于甘油的蒸发和相分离。最有利的结果表明,与纯卡夫纸浆相比,其刚度和强度增加了六倍以上。复合材料的结构缺陷主要在淀粉团块缺乏纤维增强的界面处观察到。尽管如此,该方法显示出强大的前景,通过淀粉和增塑剂的掺入,生产出具有高达60%纤维的热成型木质纤维素基复合材料,而不影响机械性能。进一步优化热处理条件是提高材料强度和均匀性的必要条件。
本文章由计算机程序翻译,如有差异,请以英文原文为准。
求助全文
约1分钟内获得全文
求助全文

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


