Analytical and experimental study on laser assisted machining of Ti6Al4V at low cutting speeds
IF 3.7
2区 工程技术
Q2 ENGINEERING, MANUFACTURING
Precision Engineering-Journal of the International Societies for Precision Engineering and Nanotechnology
Pub Date : 2025-06-13
DOI:10.1016/j.precisioneng.2025.05.026
引用次数: 0
Abstract
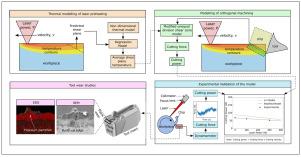
Difficult-to-cut materials like Ti6Al4V find wide applications in the aerospace and biomedical industries because of their high strength-to-weight ratio, corrosion resistance, and biocompatibility. However, conventional machining of Ti6Al4V needs high cutting power owing to the high strength of the alloy. Laser assisted machining (LAM) is a hybrid machining process that can reduce cutting power while machining Ti6Al4V. During the process, a laser heating source constantly precedes the tool. Consequently, the material plasticity increases because the dislocations gain energy from the laser and move rapidly. The increase in plasticity is reflected in the reduced flow stress and cutting power. In this study, a non-dimensional thermal solution for the temperature rise in the shear zone because of laser tracing was first derived. Subsequently, the thermal solution was coupled with the unequal division shear zone model to determine the cutting power during LAM. However, three improvements were made to the unequal division shear model to improve the accuracy of the results. First, the constant shear zone thickness assumption was replaced with Grzesik’s expression for shear zone thickness. Secondly, constant specific heat at the shear zone was replaced by temperature-dependent specific heat of the material. Finally, instead of maximum shear stress at the shear zone, the average shear stress was utilized for cutting force calculation. Modeling was followed by validation experiments. Cutting velocities of 15, 22.5, and 30 m/min; feed of 0.1 mm/rev; width of cut of 1.5 mm; laser power of 100 and 300 W; and laser spot size of 0.5 mm were the parameters used for the experiments. A maximum of 23% reduction in cutting power was observed in LAM compared to conventional machining at a cutting velocity of 15 m/min. Moreover, tool wear studies were done using scanning electron microscopy (SEM) images. A cutting speed of 22.5 m/min was found to be optimal from a tool wear perspective.
低速激光辅助加工Ti6Al4V的分析与实验研究
像Ti6Al4V这样难以切割的材料由于其高强度重量比、耐腐蚀性和生物相容性,在航空航天和生物医学工业中得到了广泛的应用。然而,由于Ti6Al4V合金的高强度,传统的切削加工需要较高的切削功率。激光辅助加工(LAM)是一种混合加工工艺,可以在加工Ti6Al4V的同时降低切削功率。在加工过程中,激光加热源不断地在刀具之前加热。因此,由于位错从激光中获得能量并快速移动,材料的塑性增加。塑性的提高体现在流动应力和切削功率的降低上。本文首先推导了激光示踪引起剪切区温升的无量纲热解。然后,将热解与不等分割剪切带模型耦合,以确定LAM期间的切割功率。然而,为了提高结果的准确性,对不等划分剪切模型进行了三次改进。首先,用Grzesik剪切带厚度表达式代替剪切带厚度恒定假设;其次,将剪切区的恒定比热替换为材料的温度相关比热。最后,用平均剪应力代替剪切区最大剪应力计算切削力。建模后进行验证实验。切割速度分别为15、22.5和30 m/min;进给量0.1 mm/rev;切割宽度为1.5毫米;激光功率为100w和300w;实验参数为激光光斑尺寸0.5 mm。在切削速度为15米/分钟的情况下,与传统加工相比,在LAM中观察到的切削功率最大减少23%。此外,使用扫描电子显微镜(SEM)图像进行了刀具磨损研究。从刀具磨损的角度来看,切削速度为22.5 m/min是最优的。
本文章由计算机程序翻译,如有差异,请以英文原文为准。
求助全文
约1分钟内获得全文
求助全文
来源期刊

CiteScore
7.40
自引率
5.60%
发文量
177
审稿时长
46 days
期刊介绍:
Precision Engineering - Journal of the International Societies for Precision Engineering and Nanotechnology is devoted to the multidisciplinary study and practice of high accuracy engineering, metrology, and manufacturing. The journal takes an integrated approach to all subjects related to research, design, manufacture, performance validation, and application of high precision machines, instruments, and components, including fundamental and applied research and development in manufacturing processes, fabrication technology, and advanced measurement science. The scope includes precision-engineered systems and supporting metrology over the full range of length scales, from atom-based nanotechnology and advanced lithographic technology to large-scale systems, including optical and radio telescopes and macrometrology.
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


