Effect of ethanol concentration on the catalytic performance of WO3/MCF-Si and WO3/SBA-15 catalysts toward ethanol dehydration to ethylene
Q1 Social Sciences
引用次数: 0
Abstract
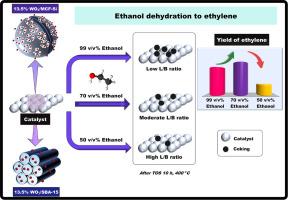
In this study, the WO3/MCF-Si and WO3/SBA-15 catalysts were developed for the ethanol dehydration reaction under different ethanol concentrations including 99, 70, and 50 % v/v in water. It aims to evaluate the effect of water presence in the reaction medium on the catalytic performance and properties of the catalyst which can be applied to developing industrial process. Both catalysts were tested under the vapor phase ethanol dehydration at temperature of 400 °C for 10 h via time on stream. WO3/MCF-Si exhibited superior catalytic activity and greater resistance to both coke formation and water in the feedstock compared to WO3/SBA-15. It was found that variations in ethanol concentrations had negligible influence on the textural properties of the developed catalysts. Nevertheless, a discernible effect on the acidity of the catalyst was observed. Additionally, the use of lower ethanol concentrations (with higher water content) as a feed enhanced the selectivity of ethylene and inhibited the formation of Bronsted acid sites leading to a decrease of coke formation. On the contrary, it also had an adverse effect by attenuating the ethanol conversion. WO3/MCF-Si with using 70 % v/v ethanol as feed demonstrated highest steady-state activity showing the maximal yield of ethylene between 95 and 96.6 %.
乙醇浓度对WO3/MCF-Si和WO3/SBA-15催化剂催化乙醇脱水制乙烯性能的影响
本研究开发了WO3/MCF-Si和WO3/SBA-15催化剂,分别在乙醇浓度为99%、70%和50%的条件下进行乙醇脱水反应。旨在评价反应介质中水的存在对催化剂的催化性能和性能的影响,该催化剂可用于开发工业工艺。两种催化剂均在400℃气相乙醇脱水条件下进行了10 h的工艺测试。与WO3/SBA-15相比,WO3/MCF-Si表现出更强的催化活性和更强的抗焦性。结果表明,乙醇浓度的变化对所制备催化剂的结构性质影响很小。然而,对催化剂的酸度有明显的影响。此外,使用较低浓度的乙醇(具有较高的含水量)作为原料,提高了乙烯的选择性,抑制了Bronsted酸位点的形成,从而减少了焦炭的形成。相反,它也有减弱乙醇转化的不利影响。以70%乙醇为原料,WO3/MCF-Si的稳态活性最高,乙烯收率在95% ~ 96.6%之间。
本文章由计算机程序翻译,如有差异,请以英文原文为准。
求助全文
约1分钟内获得全文
求助全文
来源期刊

South African Journal of Chemical Engineering
Social Sciences-Education
CiteScore
8.40
自引率
0.00%
发文量
100
审稿时长
33 weeks
期刊介绍:
The journal has a particular interest in publishing papers on the unique issues facing chemical engineering taking place in countries that are rich in resources but face specific technical and societal challenges, which require detailed knowledge of local conditions to address. Core topic areas are: Environmental process engineering • treatment and handling of waste and pollutants • the abatement of pollution, environmental process control • cleaner technologies • waste minimization • environmental chemical engineering • water treatment Reaction Engineering • modelling and simulation of reactors • transport phenomena within reacting systems • fluidization technology • reactor design Separation technologies • classic separations • novel separations Process and materials synthesis • novel synthesis of materials or processes, including but not limited to nanotechnology, ceramics, etc. Metallurgical process engineering and coal technology • novel developments related to the minerals beneficiation industry • coal technology Chemical engineering education • guides to good practice • novel approaches to learning • education beyond university.
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


