Ultrasonic vibration-assisted grinding of quartz glass micro-hole
IF 3.5
2区 工程技术
Q2 ENGINEERING, MANUFACTURING
Precision Engineering-Journal of the International Societies for Precision Engineering and Nanotechnology
Pub Date : 2024-09-26
DOI:10.1016/j.precisioneng.2024.09.021
引用次数: 0
Abstract
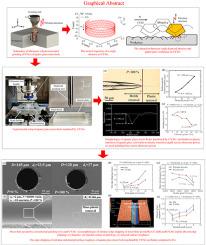
Quartz glass is extensively utilized in the aviation and biomedical fields. However, achieving high-quality ultrafine micro-holes on quartz glass is difficult because edge chipping and internal surface defects are prone to occur during processing. Therefore, the ultrasonic vibration-assisted grinding (UVAG) was proposed to realize efficient and low-damage precision machining of quartz glass micro-holes. First, the brittle-to-plastic transition depth and theoretical motion trajectory of a single grit of quartz glass in UVAG were analyzed. Subsequently, comparative experiments were conducted between UVAG and conventional grinding (CG) to machine quartz glass micro-holes. Finally, the influences of different parameters on grinding force, edge chipping, entrance and exit diameters, and internal surface quality were investigated. The experiments demonstrated that the grinding force, edge chipping at the entrance and exit, and internal surface roughness can be effectively reduced by UVAG compared to CG. After UVAG, the axial grinding force, size of the edge chips at the entrance and exit, and internal surface roughness decreased by 40.97 %, 36.28 %, 42.09 %, and 12.59 %, respectively. After optimizing the process parameters of UVAG, the size of edge chipping at the entrance and exit were 6.5 μm and 7 μm, respectively, and the internal surface roughness reached 0.146 μm. In this case, the diameter of the micro-hole was 112 μm, and had a depth-to-diameter ratio greater than 10.
超声波振动辅助研磨石英玻璃微孔
石英玻璃广泛应用于航空和生物医学领域。然而,要在石英玻璃上加工出高质量的超细微孔非常困难,因为在加工过程中容易出现边缘崩裂和内表面缺陷。因此,有人提出了超声振动辅助磨削(UVAG)技术,以实现石英玻璃微孔的高效、低损伤精密加工。首先,分析了石英玻璃在 UVAG 中从脆性到塑性的转变深度和单个磨粒的理论运动轨迹。随后,进行了 UVAG 和传统磨削(CG)加工石英玻璃微孔的对比实验。最后,研究了不同参数对磨削力、边缘崩角、入口和出口直径以及内表面质量的影响。实验结果表明,与 CG 相比,UVAG 能有效降低磨削力、入口和出口边缘崩边以及内表面粗糙度。UVAG 磨削后,轴向磨削力、入口和出口处边缘切屑的大小以及内表面粗糙度分别降低了 40.97 %、36.28 %、42.09 % 和 12.59 %。优化 UVAG 的工艺参数后,入口和出口的边缘切屑尺寸分别为 6.5 μm 和 7 μm,内表面粗糙度达到 0.146 μm。在这种情况下,微孔的直径为 112 μm,深度直径比大于 10。
本文章由计算机程序翻译,如有差异,请以英文原文为准。
求助全文
约1分钟内获得全文
求助全文
来源期刊

CiteScore
7.40
自引率
5.60%
发文量
177
审稿时长
46 days
期刊介绍:
Precision Engineering - Journal of the International Societies for Precision Engineering and Nanotechnology is devoted to the multidisciplinary study and practice of high accuracy engineering, metrology, and manufacturing. The journal takes an integrated approach to all subjects related to research, design, manufacture, performance validation, and application of high precision machines, instruments, and components, including fundamental and applied research and development in manufacturing processes, fabrication technology, and advanced measurement science. The scope includes precision-engineered systems and supporting metrology over the full range of length scales, from atom-based nanotechnology and advanced lithographic technology to large-scale systems, including optical and radio telescopes and macrometrology.
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


