Karthik Adiga, Mervin A. Herbert, Shrikantha S. Rao, Arun Kumar Shettigar
{"title":"Optimization of process parameters for friction stir processing (FSP) of AA8090/boron carbide surface composites","authors":"Karthik Adiga, Mervin A. Herbert, Shrikantha S. Rao, Arun Kumar Shettigar","doi":"10.1007/s40194-024-01811-8","DOIUrl":null,"url":null,"abstract":"<div><p>Friction Stir Processing (FSP) is an innovative and promising technique for microstructure refinement, material property enhancement, and surface composite production. The current study describes the fabrication of AA8090/boron carbide surface composites (SCs) by FSP. Experimental studies were conducted by varying the FSP parameters, specifically the rotational speed (800–1400 rpm), traverse speed (25–75 mm/min), and groove width (1–1.8 mm). Ultimate Tensile Strength (UTS), Surface Roughness (SR), and Percentage Elongation (El) were used as response measures. Experiments were planned based on the central composite design (CCD) of Response Surface Methodology (RSM) and a mathematical relationship between the input parameters and UTS, SR and El, and were obtained by RSM. The model adequacy was tested using analysis of variance (ANOVA). The models enabled the examination of individual and interaction effects of input parameters on the UTS, SR, and El of the produced SCs. AA8090/boron carbide SC strength was optimal of 366 MPa at 800 rpm, 75 mm/min, and 1.8 mm and optimal 21.13% elongation at 1400 rpm, 25 mm/min, and 1 mm. A smoother surface with 0.82-μm roughness was optimal at 1400 rpm, 25 mm/min, and 1.2 mm. The present study uses the FSP method to synthesize near-net-shaped SCs without further machining by systematically selecting process parameters. The study shows that the increase in rotational speed during AA8090/boron carbide SC fabrication produces composites with a good surface finish, lower UTS, and good ductility. However, the increase in the other two parameters, namely, traverse speed and groove width, produces low ductile composites with rougher surfaces and higher strengths.</p><h3>Graphical abstract</h3>\n<div><figure><div><div><picture><source><img></source></picture></div></div></figure></div></div>","PeriodicalId":809,"journal":{"name":"Welding in the World","volume":"68 10","pages":"2683 - 2700"},"PeriodicalIF":2.4000,"publicationDate":"2024-07-23","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Welding in the World","FirstCategoryId":"88","ListUrlMain":"https://link.springer.com/article/10.1007/s40194-024-01811-8","RegionNum":4,"RegionCategory":"材料科学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"METALLURGY & METALLURGICAL ENGINEERING","Score":null,"Total":0}
引用次数: 0
Abstract
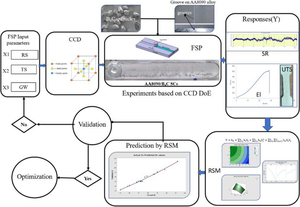
Friction Stir Processing (FSP) is an innovative and promising technique for microstructure refinement, material property enhancement, and surface composite production. The current study describes the fabrication of AA8090/boron carbide surface composites (SCs) by FSP. Experimental studies were conducted by varying the FSP parameters, specifically the rotational speed (800–1400 rpm), traverse speed (25–75 mm/min), and groove width (1–1.8 mm). Ultimate Tensile Strength (UTS), Surface Roughness (SR), and Percentage Elongation (El) were used as response measures. Experiments were planned based on the central composite design (CCD) of Response Surface Methodology (RSM) and a mathematical relationship between the input parameters and UTS, SR and El, and were obtained by RSM. The model adequacy was tested using analysis of variance (ANOVA). The models enabled the examination of individual and interaction effects of input parameters on the UTS, SR, and El of the produced SCs. AA8090/boron carbide SC strength was optimal of 366 MPa at 800 rpm, 75 mm/min, and 1.8 mm and optimal 21.13% elongation at 1400 rpm, 25 mm/min, and 1 mm. A smoother surface with 0.82-μm roughness was optimal at 1400 rpm, 25 mm/min, and 1.2 mm. The present study uses the FSP method to synthesize near-net-shaped SCs without further machining by systematically selecting process parameters. The study shows that the increase in rotational speed during AA8090/boron carbide SC fabrication produces composites with a good surface finish, lower UTS, and good ductility. However, the increase in the other two parameters, namely, traverse speed and groove width, produces low ductile composites with rougher surfaces and higher strengths.
期刊介绍:
The journal Welding in the World publishes authoritative papers on every aspect of materials joining, including welding, brazing, soldering, cutting, thermal spraying and allied joining and fabrication techniques.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


