{"title":"Effect of temperature on joint quality in wave soldering of Sn-9Zn-2.5Bi-1.5In lead-free solder alloy","authors":"Vichea Duk, Anshi Ren, Gong Zhang","doi":"10.1016/j.mee.2024.112229","DOIUrl":null,"url":null,"abstract":"<div><p>Sn<img>Zn (tin‑zinc) solder has been regarded as a promising lead-free solder material with a low melting point of 198 °C, serving as a suitable alternative to both Sn<img>Pb solder due to its lack of hazardous substances and Sn-Ag-Cu solder because of the high cost associated with silver. Nonetheless, its susceptibility to oxidation hinders solderability and increases soldering defects such as bridging, insufficient fillings, and voids, limiting its use in commercial production. Devices designed with through-hole technology, in contrast to surface-mounted ones, continue to exhibit superior interconnection reliability in such applications. In this investigation on wave soldering, a newly developed lead-free solder, composed of 87% tin, 9% zinc, 2.5% bismuth, and 1.5% indium by weight, was employed under two conditions related to nitrogen content: 1) Ensuring that static oxygen content remained below 3000 ppm. 2) Maintaining soldering section oxygen content below 600 ppm at a conveyor speed of 1200 mm/min. The soldering results were examined at various temperatures of preheating and soldering. It proves that the measured peak temperature of liquid solder T<sub>pL</sub> over 230 °C makes the bridging defect rate lower than 0.30%. Additionally, setting the peak temperature of solder joint T<sub>pZ</sub> above 220 °C, along with specific preheating temperatures (105/115/135/145 °C), archives 100% vertical filling without significant voids in the solder joints. Moreover, optimizing wave soldering settings, specifically adjusting the wave soldering setting temperature T<sub>s</sub> to 235 °C, conveyor speed v<sub>c</sub> to 1000 mm/min, resolves soldering defects associated with Sn-9Zn-2.5Bi-1.5In alloy in wave process.</p></div><div><h3>Relevance summary</h3><p></p><ul><li><span>1.</span><span><p>T<sub>pL</sub> surpasses 230 °C, the total number of bridging defects per board decreases to fewer than 6, approximately 0.30%. T<sub>pZ</sub> values of 220 °C or higher results in 100% vertical fill and no significant large voids, demonstrating optimal filling effects</p></span></li><li><span>2.</span><span><p>Under the conditions of T<sub>S</sub> = 235 °C and v<sub>c</sub> = 1000 mm/min yield T<sub>pL</sub> > 230 °C and T<sub>pZ</sub> > 210.9 °C, it leads to a reduction in bridging defects.</p></span></li><li><span>3.</span><span><p>To maintain flux efficiency and minimize internal voids, an optimal selection of preheating temperatures (105/115/135/145 °C) is demonstrated.</p></span></li><li><span>4.</span><span><p>An integrated nitrogen content-controlled system is utilized to eliminate oxygen from the solder pot, aiming to prevent oxidation.</p></span></li></ul></div>","PeriodicalId":18557,"journal":{"name":"Microelectronic Engineering","volume":"292 ","pages":"Article 112229"},"PeriodicalIF":2.6000,"publicationDate":"2024-06-25","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Microelectronic Engineering","FirstCategoryId":"5","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S0167931724000984","RegionNum":4,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"ENGINEERING, ELECTRICAL & ELECTRONIC","Score":null,"Total":0}
引用次数: 0
Abstract
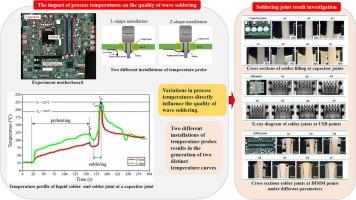
SnZn (tin‑zinc) solder has been regarded as a promising lead-free solder material with a low melting point of 198 °C, serving as a suitable alternative to both SnPb solder due to its lack of hazardous substances and Sn-Ag-Cu solder because of the high cost associated with silver. Nonetheless, its susceptibility to oxidation hinders solderability and increases soldering defects such as bridging, insufficient fillings, and voids, limiting its use in commercial production. Devices designed with through-hole technology, in contrast to surface-mounted ones, continue to exhibit superior interconnection reliability in such applications. In this investigation on wave soldering, a newly developed lead-free solder, composed of 87% tin, 9% zinc, 2.5% bismuth, and 1.5% indium by weight, was employed under two conditions related to nitrogen content: 1) Ensuring that static oxygen content remained below 3000 ppm. 2) Maintaining soldering section oxygen content below 600 ppm at a conveyor speed of 1200 mm/min. The soldering results were examined at various temperatures of preheating and soldering. It proves that the measured peak temperature of liquid solder TpL over 230 °C makes the bridging defect rate lower than 0.30%. Additionally, setting the peak temperature of solder joint TpZ above 220 °C, along with specific preheating temperatures (105/115/135/145 °C), archives 100% vertical filling without significant voids in the solder joints. Moreover, optimizing wave soldering settings, specifically adjusting the wave soldering setting temperature Ts to 235 °C, conveyor speed vc to 1000 mm/min, resolves soldering defects associated with Sn-9Zn-2.5Bi-1.5In alloy in wave process.
Relevance summary
1.
TpL surpasses 230 °C, the total number of bridging defects per board decreases to fewer than 6, approximately 0.30%. TpZ values of 220 °C or higher results in 100% vertical fill and no significant large voids, demonstrating optimal filling effects
2.
Under the conditions of TS = 235 °C and vc = 1000 mm/min yield TpL > 230 °C and TpZ > 210.9 °C, it leads to a reduction in bridging defects.
3.
To maintain flux efficiency and minimize internal voids, an optimal selection of preheating temperatures (105/115/135/145 °C) is demonstrated.
4.
An integrated nitrogen content-controlled system is utilized to eliminate oxygen from the solder pot, aiming to prevent oxidation.
期刊介绍:
Microelectronic Engineering is the premier nanoprocessing, and nanotechnology journal focusing on fabrication of electronic, photonic, bioelectronic, electromechanic and fluidic devices and systems, and their applications in the broad areas of electronics, photonics, energy, life sciences, and environment. It covers also the expanding interdisciplinary field of "more than Moore" and "beyond Moore" integrated nanoelectronics / photonics and micro-/nano-/bio-systems. Through its unique mixture of peer-reviewed articles, reviews, accelerated publications, short and Technical notes, and the latest research news on key developments, Microelectronic Engineering provides comprehensive coverage of this exciting, interdisciplinary and dynamic new field for researchers in academia and professionals in industry.
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


