Ning Song, Nathan Chang, Angus Gentle, Yiyu Zeng, Yajie Jiang, Yanfang Wu, Shuo Deng, Yuhao Cheng, Jialiang Huang, Zibo Zhou, Mark Keevers, Martin A. Green
{"title":"Multifunctional coatings for solar module glass","authors":"Ning Song, Nathan Chang, Angus Gentle, Yiyu Zeng, Yajie Jiang, Yanfang Wu, Shuo Deng, Yuhao Cheng, Jialiang Huang, Zibo Zhou, Mark Keevers, Martin A. Green","doi":"10.1002/pip.3805","DOIUrl":null,"url":null,"abstract":"<p>Silicon (Si) solar modules account for 95% of the solar market and will continue to dominate in the future.<span><sup>1</sup></span> The highest efficiency so far for a commercial Si solar module is ~24%.<span><sup>2</sup></span> This means that 24% of the solar energy that reaches the module can be transferred into electricity and the rest is either reflected or absorbed and transferred into heat that warms up the module. Si solar modules typically operate at 20–30 K above ambient temperature under bright sunshine when mounted in the field and an extra 10–15 K higher when roof-mounted. The temperature increase not only reduces energy production by 0.3–0.5%/K (9–15% for a 30 K increase) but also accelerates thermally activated degradation, reducing module life. Therefore, it is important to keep the module operating temperature as low as possible.</p><p>A number of strategies based on active and passive methods for solar module cooling have been proposed to mitigate the elevated module operating temperature, including optical designs to increase the sub-bandgap sunlight reflection<span><sup>3</sup></span> or to increase the emissivity in the mid-infrared range (4–25 μm) and therefore enhance radiative cooling of the module.<span><sup>4</sup></span> Because the current commercial Si solar cells and cover glass already have a high thermal emissivity, further improvement to the actual cooling effect of radiative cooling is limited. The most effective way that has been identified so far is using a band filter for spectral management.<span><sup>5-7</sup></span> For several decades, coatings with low visible light reflection but high sub-bandgap reflection have been used in space applications for cell cover glass. As early as 1963, designs with over 40 dielectric layers were reported, demonstrating their effectiveness.<span><sup>8, 9</sup></span> Recently, there has been a growing interest in applying similar designs for terrestrial use. These designs, which consist of 4 to 45 layers facing the air and incorporating multiple materials, have been reported.<span><sup>3, 5, 10, 11</sup></span> Before deployment of similar designs in the terrestrial PV industry, concerns must be addressed about the feasibility and economics using current fabrication methods and the high durability requirement in the harsh operating environment to which terrestrial modules are exposed.</p><p>The most common commercial PV coating consists of a ~100 nm single-layer antireflection coating (ARC) of nano-porous silica deposited onto the solar glass cover via sol–gel roller coating followed by a high-temperature sintering and tempering process. The porous structure of the ARC aids anti-reflection (by reducing its effective refractive index), but it also reduces the hardness and durability of the coating. In many applications and climates, regular module cleaning can improve system economics but results in abrasion of the ARC. Industry feedback suggests that the majority of abrasion results from this module cleaning.<span><sup>12</sup></span> Multiple reports, including work within the authors' group, have indicated the poor durability of these low refractive index porous layers on PV glass,<span><sup>13-22</sup></span> limiting its long-term impact on PV modules, which normally have a 25–30 year lifetime warranty. Therefore, there is an urgent need to improve current ARC designs to produce more durable coatings with potentially the additional benefit of reducing module temperature.</p><p>Attempts to apply lower index materials while reducing the porosity have been carried out, among which MgF<sub>2</sub> is the most investigated. However, due to its low durability to weathering, it performs poorly in various outdoor environments, especially in high humidity areas.<span><sup>23</sup></span> A new IEC standard IEC 62788-7-3<span><sup>24</sup></span> was released at the end of 2021 to evaluate the abrasive durability of materials and coatings in photovoltaic modules and other solar devices. A large group of samples have been examined under this standard. A broadband ARC with four layers of low/high refractive index sputtered SiO<sub>2</sub>/ZrO<sub>2</sub> pairs<span><sup>25</sup></span> was reported to have superior durability during indoor durability testing<span><sup>23</sup></span> and much higher abrasion resistance than commercial single-layer antireflection coating (SLARC).<span><sup>13</sup></span> Sputtering of such highly durable films offers an excellent option for fabricating multilayer coatings (MLCs). In this study, we have selected SiO<sub>2</sub>/Nb<sub>2</sub>O<sub>5</sub> and SiO<sub>2</sub>/SiN<sub>x</sub> as high-low index pairs. SiO<sub>2</sub> was chosen for its low refractive index (<i>n</i> = 1.46) and proven durability. Niobium oxide (Nb<sub>2</sub>O<sub>5</sub>) was selected as a representative high refractive index material (<i>n</i> ~ 2.3) due to its exceptional stability in water and air, as well as its resistance to acid-based solutions. SiN<sub>x</sub> (<i>n</i> ~ 2–2.3) is another high-index material known for its outstanding chemical and mechanical stability. While these layers have been extensively used for optical coatings, their application in coatings for solar module glass does not appear to have been previously explored.</p><p>This project aims to develop a non-porous MLC that will act as a spectrally selective filter for solar modules. An ideal optical filter response is shown in Figure 1. It allows for the high transmission of usable wavelength light above the Si bandgap (350–1,200 nm), which maximizes the solar electricity generation and high reflectance of sub-bandgap wavelengths (1,200–4,000 nm), which reduces heat generated by parasitic absorption in the module and reduces module operating temperature. Beyond 4,000 nm (not shown), the coating would ideally again become non-reflective to boost radiative cooling. Moreover, if made from dense layers, the coating will be significantly more durable to abrasion and can prevent moisture ingress and subsequent damage to the underlying glass. To date, practical investigations into novel multifunctional coatings on solar modules have been very limited. This paper presents a comprehensive investigation of the optical, durability, mechanical, microstructure, and surface properties of MLCs on solar modules comparing these properties to those of commercial SLARCs. In addition to investigating the material properties, a techno-economic analysis model based on the multifunctional coating has also been built specifically to evaluate the economic benefits.</p><p>Two sets of eight-layer ARCs, consisting of Nb<sub>2</sub>O<sub>5</sub>/SiO<sub>2</sub> and Si<sub>3</sub>N<sub>4</sub>/SiO<sub>2</sub>, were fabricated with a magnetron sputtering optical coating system (HCMS-1650T, Huicheng Vacuum Technology Co., Ltd., HCVAC). The SiO<sub>2</sub> and Si<sub>3</sub>N<sub>4</sub> layers were created through mid-frequency (MF) sputtering from rotating silicon and Nb<sub>2</sub>O<sub>5</sub> targets, respectively, combined with radio frequency inductively coupled plasma (RF-ICP) in either an O<sub>2</sub> or N<sub>2</sub> atmosphere. The reactive magnetron sputtering process was conducted at a pressure of 0.5 Pa, with an Ar flow of 100 standard cubic centimeter per minute (sccm) supplied to both the magnetron sputtering and the ICP plasma source. Additionally, O<sub>2</sub> (800 sccm for SiO<sub>2</sub> and 500 sccm for Nb<sub>2</sub>O<sub>5</sub>) or N<sub>2</sub> (600 sccm for Si<sub>3</sub>N<sub>4</sub>) was introduced into the ICP. The ICP operated at 2,000 W power, and the sputtering target powers were set at 9,900 W for SiO<sub>2</sub>, 14,250 W for Nb<sub>2</sub>O<sub>5</sub>, and 10,440 W for Si<sub>3</sub>N4. The deposition rates achieved were 0.38 Å/s for SiO<sub>2</sub>, 0.22 Å/s for Nb<sub>2</sub>O<sub>5</sub>, and 0.24 Å/s for Si<sub>3</sub>N<sub>4</sub>.</p><p>The coatings were designed with thin film design software TFCalc™ to achieve the lowest average reflectance in 350–1,200 nm range with refractive index contained within TFCalc as shown in Figure 2 and target thickness as shown in Table 1. The extinction index was zero over this wavelength range. It was observed through modeling that as the layer number increases, the reflection steeply decreases from zero to eight layers, beyond which additional layers result in only marginal reductions in reflection. The IR rejection could be further improved as layer number increases according to modeling. However, for cost consideration, an eight-layer configuration was chosen. The commercial porous single layer SiO<sub>2</sub> was prepared by dip-coating from the sol–gel solution provided by an industrial partner with an index measured with ellipsometer also shown in Figure 2 and thickness of ~100 nm. The transmittance and reflectance of the films were measured using a PerkinElmer Lambda 1,050 UV-VIS-NIR spectrometer in the wavelength range of 250–2,500 nm. The microstructure of the films was investigated by transmission electron microscopy (TEM). The wettability of the coatings was evaluated by contact angle measurements, which were carried out on a Ramé-Hart 200-F1 goniometer at room temperature using about 4-μl droplets of deionized water. Hardness and Young's modulus tests were carried out using nanoindentation testing at a load of 5,000 μN.</p><p>Eight-layer SiO<sub>2</sub>/Nb<sub>2</sub>O<sub>5</sub> and SiO<sub>2</sub>/Si<sub>3</sub>N<sub>4</sub> stacks prepared by sputtering were compared with commercial SLARC in terms of optical, morphological, mechanical, and durability properties. Figure 3 shows the reflectance spectra of bare and coated glass. Two weighted reflection values were calculated using Equations (1) and (2). One is \n<span></span><math>\n <msub>\n <mover>\n <mi>R</mi>\n <mo>¯</mo>\n </mover>\n <mi>EQE</mi>\n </msub></math>, the weighted reflection loss at cell wavelengths (350–1,200 nm), indicating the decrease in cell current compared to an ideal coating. It is computed with the external quantum efficiency (EQE) of the UNSW efficiency record PERC solar cells, as shown in Figure 1, to calculate the percentage loss in current due to front surface glass reflection. The second loss shown in Equation (2), \n<span></span><math>\n <msub>\n <mover>\n <mi>E</mi>\n <mo>¯</mo>\n </mover>\n <mtext>loss</mtext>\n </msub></math>, is the percentage of energy reflected across the whole solar input range (280–2,500 nm), indicating the ability of the solar modules to reject heating. The eight layers especially SiO<sub>2</sub>/Nb<sub>2</sub>O<sub>5</sub> showed good spectral selection, giving comparatively lower reflectance in the usable wavelength range with appreciably higher ultraviolet (UV) and near infrared (NIR) rejection, as shown in Figure 3 and Table 2. The SLARC showed low reflectance across the whole solar wavelength range. The increased absorption in the NIR will heat the solar module, thus offsetting the efficiency gain from reduced current loss at usable wavelengths, increasing module temperature and speeding up module degradation.</p><p>The macrostructure of both the SLARC and sputtered eight-layer films was characterized using TEM, as illustrated in the cross-sectional images in Figure 4. In the SLARC as shown in Figure 4a, numerous internal voids were observed, contributing to a decrease in the refractive index, which in turn led to a reduction in the overall reflectance of the solar glass. However, this architecture also compromised the coating's mechanical strength, resulting in a decrease in its durability.<span><sup>21</sup></span> Conversely, the sputtered eight-layer films displayed a compact structure with lower surface roughness. These films exhibited a distinct contrast between alternating layers of Nb<sub>2</sub>O<sub>5</sub>/SiO<sub>2</sub> and Si<sub>3</sub>N<sub>4</sub>/SiO<sub>2</sub>, respectively, as shown in Figure 3b,c.</p><p>To further explore the mechanical properties of the films, we conducted nanoindentation testings on the samples. Hardness (H) measures a material's resistance to deformation, scratching, or penetration. Young's modulus (Er) is a measure of a material's stiffness or elasticity. It quantifies how a material responds to an applied force by deforming elastically (temporarily) before reaching its yield point. Materials with higher Young's modulus are stiffer and less likely to deform under load. A material with high hardness and a high Young's modulus is generally more resistant to abrasion because it can withstand both surface scratching and deformation under abrasive conditions. The ratio of hardness to Young's modulus (H/Er) was identified as a significant factor in influencing both the friction coefficient and abrasion resistance of layered composite coatings. In particular, structures featuring a high H/Er ratio and moderately high hardness demonstrate improved resistance to abrasion.<span><sup>26</sup></span> The H, Er, and subsequently calculated the H/Er ratio are detailed in Table 3. Among the various coatings, the SiO<sub>2</sub>/Si<sub>3</sub>N<sub>4</sub> film exhibited an exceptionally high hardness of 8.2, primarily attributed to the inherent hardness of Si<sub>3</sub>N<sub>4</sub>. In contrast, the SLARC coating displayed the lowest hardness due to its porous structure. Consequently, the SLARC also exhibited the lowest modulus and H/Er ratio, suggesting poorer wear resistance. On the other hand, the eight-layer sputtered ARCs, especially the SiO<sub>2</sub>/Si<sub>3</sub>N<sub>4</sub> 8L coating, displayed the highest H/Er ratio, indicating robust wear resistance. These findings are consistent with our abrasion test results, which will be discussed later.</p><p>The transmission spectra are shown in Figure 5. The weighted transmissions were calculated and compared before and after the durability tests, as shown in Table 4. Following a rigorous 1,000-cycle abrasion test (conducted according to IEC 62788-7-3), the dense sputtered multilayers displayed exceptional abrasion resistance, exhibiting a negligible weighted transmission drop of less than 0.03%. In contrast, the commercial SLARC experienced a more significant weighted transmission reduction (0.54%, as indicated in Table 4). This outcome effectively underscores the robust nature of the sputtered multilayers when subjected to frequent brush cleaning practices.</p><p>Damp heat (DH) testing (85°C, 85% humidity, 1,000 h) was also performed to evaluate the durability of the coatings in an environmental chamber (IEC61215) to check their durability in the terrestrial environment. The transmission loss of the SLARC is significant (1.7% absolute), and the sputtered 8L ARCs are more robust, especially for SiO<sub>2</sub>/Si<sub>3</sub>N<sub>4</sub> eight layers with less than 0.01% reduction. Meanwhile, the wettability of the AR layers, relevant to the self-cleaning ability, was studied by static water contact angle measurements to refer to its surface properties. As shown in Figure 6, the SLARCs are hydrophilic (water contact angle below 90°) and sputtered MLCs are hydrophobic (water contact angle above 90°).</p><p>After the preparation process, the samples were stored in a clean nitrogen desiccator to avoid contamination prior to their measurement. The observed hydrophobic properties of the sputtered MLCs are likely due to the nanostructured roughness of their surface morphology, as illustrated in the TEM images in Figure 4, and a reduced density of hydroxyl groups on the surface in comparison to those prepared via sol–gel methods.<span><sup>27</sup></span> The hydrophobic coatings have been shown to reduce soiling where dirt, dust, and organic waste accumulate on the panels, which are the main outdoor factors that reduce the PV panels' efficiency and are an urgent problem in the PV industry.<span><sup>28</sup></span> The hydrophobic coating has also been demonstrated to reduce snow shedding, where 90% of light can be reflected by the snow on the glass surfaces of PV modules.<span><sup>29, 30</sup></span> Some other studies have shown that sputtered MLCs exhibit hydrophilic qualities, associated with surface roughness and chemistry.<span><sup>13, 31</sup></span> The variation in these properties can be attributed to the specific sputtering tool selected and the operational conditions. The discourse on the comparative effectiveness of hydrophilic and hydrophobic surfaces in self-cleaning applications remains unresolved.<span><sup>32</sup></span> Future investigations will explore the self-cleaning capabilities of these coatings in greater depth, examining the underlying mechanisms and optimizing surface properties for enhanced performance.</p><p>After 1,000 h of DH testing, the coatings retained their surface properties, particularly the Si<sub>3</sub>N<sub>4</sub>/SiO<sub>2</sub> 8L coating, which exhibited a water contact angle above 90°. This high durability is a critical factor in ensuring the long-term performance and reliability of PV modules, making the sputtered MLCs highly promising for PV applications.</p><p>To assess the efficacy of the coatings, we constructed one-cell minimodules comprising commercial PERC 156 × 156 mm<sup>2</sup> solar cells, sandwiched between glass and black back sheet using EVA encapsulant. For each coating type and bare glass, we fabricated two such modules. We evaluated the EQE of the mini-modules employing a Loana system (pv-tools, Germany) and measured their reflectance with the spectrometer. Figure 7 illustrates representative EQE and reflectance spectra. The power generated under a specific solar spectrum was determined from EQE using the equation \n<span></span><math>\n <mtext>Pgenerated</mtext>\n <mo>=</mo>\n <msubsup>\n <mo>∫</mo>\n <mrow>\n <mn>300</mn>\n <mi>nm</mi>\n </mrow>\n <mrow>\n <mn>1200</mn>\n <mi>nm</mi>\n </mrow>\n </msubsup>\n <msub>\n <mi>E</mi>\n <mrow>\n <mi>AM</mi>\n <mn>1.5</mn>\n <mi>G</mi>\n </mrow>\n </msub>\n <mfenced>\n <mi>λ</mi>\n </mfenced>\n <mspace></mspace>\n <mi>EQE</mi>\n <mfenced>\n <mi>λ</mi>\n </mfenced>\n <mspace></mspace>\n <mi>λ</mi>\n <mspace></mspace>\n <mi>dλ</mi></math>. Additionally, by calculating the integrated solar absorptance, we ascertained the total watts of absorbed sunlight for each sample: \n<span></span><math>\n <mtext>Pabsorbed</mtext>\n <mo>=</mo>\n <msubsup>\n <mo>∫</mo>\n <mrow>\n <mn>280</mn>\n <mi>nm</mi>\n </mrow>\n <mrow>\n <mn>2500</mn>\n <mi>nm</mi>\n </mrow>\n </msubsup>\n <msub>\n <mi>E</mi>\n <mrow>\n <mi>AM</mi>\n <mn>1.5</mn>\n <mi>G</mi>\n </mrow>\n </msub>\n <mfenced>\n <mi>λ</mi>\n </mfenced>\n <mspace></mspace>\n <mfenced>\n <mrow>\n <mn>1</mn>\n <mo>−</mo>\n <mi>R</mi>\n </mrow>\n </mfenced>\n <mspace></mspace>\n <mi>λ</mi>\n <mspace></mspace>\n <mi>dλ</mi></math>.</p><p>The difference between the generated power and the absorbed sunlight (W/m<sup>2</sup>) provides insight into the excess heat generated within the sample. To facilitate comparison, these powers were normalized with respect to the respective bare glass samples, yielding a percentage change in power and the difference in excess heat (W/m<sup>2</sup>) absorbed compared to bare glass.</p><p>Analyzing the differences in total absorbed solar energy and energy production for each sample enables us to not only determine variations in generated power but also in the excess heat absorbed relative to uncoated glass (see Table 5). Our findings clearly demonstrate the advantages of the eight-layer sputtered coatings. The power gain achieved with each AR coating relative to bare glass is 2%, with potential variations attributable to differences in the laminated cells. Notably, while a SLARC adds an additional 22 W/m<sup>2</sup> of heat, the eight-layer coating reduces heat by up to 3.2 W/m<sup>2</sup>. Solving for the energy balance, we find the additional heat in the SLARC leads to an approximate 1 K increase in PV operating temperature, which is consistent with previous reports,<span><sup>7</sup></span> whereas the eight-layer coating maintains a similar temperature to uncoated glass. Redesigning the eight-layer coatings for a shorter UV wavelength cut-off would increase their power generation gain with a minor loss in their thermal performance.</p><p>As outlined in the preceding sections, the introduction of an SLARC on the glass offers the advantage of enhancing module efficiency but may also lead to an increase in the operating temperature of the module. Such a temperature rise, as observed with conventional SLARC widely used today, could be detrimental, resulting in decreased power output due to the power temperature coefficient of modules and potentially hastening module degradation. These effects are contingent upon the continued functionality of the layer, and industry guidance suggests that the typical lifespan of current layers is approximately 5 years.</p><p>The proposed sputtered eight layers not only boost module efficiency but have also been engineered to mitigate or even reduce temperature elevation. Testing further indicates that these layers exhibit greater resistance to scratching and environmental testing, potentially extending their operational lifespan. However, these advanced layers will come at a higher cost. To evaluate and compare the cost-effectiveness of the proposed MLARC layers against non-coated glass or standard SLAR coated glass, a comprehensive assessment must encompass layer cost, the impact on module efficiency (measured under standard test conditions), changes in module operating temperature, and the expected layer lifespan. This evaluation is carried out using a Levelized Cost of Electricity (LCOE) calculator, leveraging the NREL Comparative PV LCOE Calculator (https://www.nrel.gov/pv/lcoe-calculator/), with utility scale assumptions aligned with those of Kansas, United States. In our analysis, we replicated the calculations employed by the NREL calculator and incorporated three additional variables: (i) the cost in USD/m<sup>2</sup> of an additional ARC layer, (ii) an improvement in as-produced efficiency sustained throughout the expected layer lifespan, and (iii) an increase or decrease in energy yield based on an assumed average temperature change and the temperature coefficient, both of which also endure for the expected layer lifespan. For detailed insights into the model, please refer to the supporting information.</p><p>Elevated operating temperatures of solar cells encapsulated in modules leading to reduced efficiency and module lifetime are of significance at the global level. Also, the durability of the glass coating on commercial Si solar modules is another practical problem that needs to be solved. Front side coating for solar modules is critical in optimizing performance and cost-effectiveness. Our study underscores the potential advantages of sputtered multi-layer coatings in striking a balance between efficiency enhancement and temperature control, potentially extending the operational lifespan of photovoltaic modules while offering a path to reduced costs. These findings contribute to the ongoing efforts to advance the field of solar energy and its sustainability. Further research and development in this direction hold the promise of enhancing the viability of solar energy solutions in the long term.</p>","PeriodicalId":223,"journal":{"name":"Progress in Photovoltaics","volume":"33 1","pages":"200-208"},"PeriodicalIF":8.0000,"publicationDate":"2024-04-22","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"https://onlinelibrary.wiley.com/doi/epdf/10.1002/pip.3805","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Progress in Photovoltaics","FirstCategoryId":"88","ListUrlMain":"https://onlinelibrary.wiley.com/doi/10.1002/pip.3805","RegionNum":2,"RegionCategory":"材料科学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q1","JCRName":"ENERGY & FUELS","Score":null,"Total":0}
引用次数: 0
Abstract
Silicon (Si) solar modules account for 95% of the solar market and will continue to dominate in the future.1 The highest efficiency so far for a commercial Si solar module is ~24%.2 This means that 24% of the solar energy that reaches the module can be transferred into electricity and the rest is either reflected or absorbed and transferred into heat that warms up the module. Si solar modules typically operate at 20–30 K above ambient temperature under bright sunshine when mounted in the field and an extra 10–15 K higher when roof-mounted. The temperature increase not only reduces energy production by 0.3–0.5%/K (9–15% for a 30 K increase) but also accelerates thermally activated degradation, reducing module life. Therefore, it is important to keep the module operating temperature as low as possible.
A number of strategies based on active and passive methods for solar module cooling have been proposed to mitigate the elevated module operating temperature, including optical designs to increase the sub-bandgap sunlight reflection3 or to increase the emissivity in the mid-infrared range (4–25 μm) and therefore enhance radiative cooling of the module.4 Because the current commercial Si solar cells and cover glass already have a high thermal emissivity, further improvement to the actual cooling effect of radiative cooling is limited. The most effective way that has been identified so far is using a band filter for spectral management.5-7 For several decades, coatings with low visible light reflection but high sub-bandgap reflection have been used in space applications for cell cover glass. As early as 1963, designs with over 40 dielectric layers were reported, demonstrating their effectiveness.8, 9 Recently, there has been a growing interest in applying similar designs for terrestrial use. These designs, which consist of 4 to 45 layers facing the air and incorporating multiple materials, have been reported.3, 5, 10, 11 Before deployment of similar designs in the terrestrial PV industry, concerns must be addressed about the feasibility and economics using current fabrication methods and the high durability requirement in the harsh operating environment to which terrestrial modules are exposed.
The most common commercial PV coating consists of a ~100 nm single-layer antireflection coating (ARC) of nano-porous silica deposited onto the solar glass cover via sol–gel roller coating followed by a high-temperature sintering and tempering process. The porous structure of the ARC aids anti-reflection (by reducing its effective refractive index), but it also reduces the hardness and durability of the coating. In many applications and climates, regular module cleaning can improve system economics but results in abrasion of the ARC. Industry feedback suggests that the majority of abrasion results from this module cleaning.12 Multiple reports, including work within the authors' group, have indicated the poor durability of these low refractive index porous layers on PV glass,13-22 limiting its long-term impact on PV modules, which normally have a 25–30 year lifetime warranty. Therefore, there is an urgent need to improve current ARC designs to produce more durable coatings with potentially the additional benefit of reducing module temperature.
Attempts to apply lower index materials while reducing the porosity have been carried out, among which MgF2 is the most investigated. However, due to its low durability to weathering, it performs poorly in various outdoor environments, especially in high humidity areas.23 A new IEC standard IEC 62788-7-324 was released at the end of 2021 to evaluate the abrasive durability of materials and coatings in photovoltaic modules and other solar devices. A large group of samples have been examined under this standard. A broadband ARC with four layers of low/high refractive index sputtered SiO2/ZrO2 pairs25 was reported to have superior durability during indoor durability testing23 and much higher abrasion resistance than commercial single-layer antireflection coating (SLARC).13 Sputtering of such highly durable films offers an excellent option for fabricating multilayer coatings (MLCs). In this study, we have selected SiO2/Nb2O5 and SiO2/SiNx as high-low index pairs. SiO2 was chosen for its low refractive index (n = 1.46) and proven durability. Niobium oxide (Nb2O5) was selected as a representative high refractive index material (n ~ 2.3) due to its exceptional stability in water and air, as well as its resistance to acid-based solutions. SiNx (n ~ 2–2.3) is another high-index material known for its outstanding chemical and mechanical stability. While these layers have been extensively used for optical coatings, their application in coatings for solar module glass does not appear to have been previously explored.
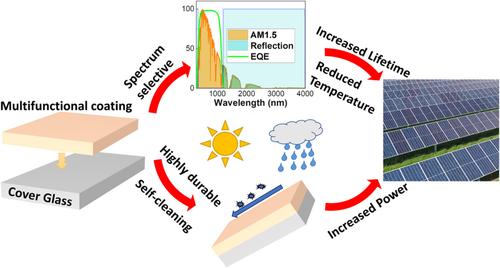
This project aims to develop a non-porous MLC that will act as a spectrally selective filter for solar modules. An ideal optical filter response is shown in Figure 1. It allows for the high transmission of usable wavelength light above the Si bandgap (350–1,200 nm), which maximizes the solar electricity generation and high reflectance of sub-bandgap wavelengths (1,200–4,000 nm), which reduces heat generated by parasitic absorption in the module and reduces module operating temperature. Beyond 4,000 nm (not shown), the coating would ideally again become non-reflective to boost radiative cooling. Moreover, if made from dense layers, the coating will be significantly more durable to abrasion and can prevent moisture ingress and subsequent damage to the underlying glass. To date, practical investigations into novel multifunctional coatings on solar modules have been very limited. This paper presents a comprehensive investigation of the optical, durability, mechanical, microstructure, and surface properties of MLCs on solar modules comparing these properties to those of commercial SLARCs. In addition to investigating the material properties, a techno-economic analysis model based on the multifunctional coating has also been built specifically to evaluate the economic benefits.
Two sets of eight-layer ARCs, consisting of Nb2O5/SiO2 and Si3N4/SiO2, were fabricated with a magnetron sputtering optical coating system (HCMS-1650T, Huicheng Vacuum Technology Co., Ltd., HCVAC). The SiO2 and Si3N4 layers were created through mid-frequency (MF) sputtering from rotating silicon and Nb2O5 targets, respectively, combined with radio frequency inductively coupled plasma (RF-ICP) in either an O2 or N2 atmosphere. The reactive magnetron sputtering process was conducted at a pressure of 0.5 Pa, with an Ar flow of 100 standard cubic centimeter per minute (sccm) supplied to both the magnetron sputtering and the ICP plasma source. Additionally, O2 (800 sccm for SiO2 and 500 sccm for Nb2O5) or N2 (600 sccm for Si3N4) was introduced into the ICP. The ICP operated at 2,000 W power, and the sputtering target powers were set at 9,900 W for SiO2, 14,250 W for Nb2O5, and 10,440 W for Si3N4. The deposition rates achieved were 0.38 Å/s for SiO2, 0.22 Å/s for Nb2O5, and 0.24 Å/s for Si3N4.
The coatings were designed with thin film design software TFCalc™ to achieve the lowest average reflectance in 350–1,200 nm range with refractive index contained within TFCalc as shown in Figure 2 and target thickness as shown in Table 1. The extinction index was zero over this wavelength range. It was observed through modeling that as the layer number increases, the reflection steeply decreases from zero to eight layers, beyond which additional layers result in only marginal reductions in reflection. The IR rejection could be further improved as layer number increases according to modeling. However, for cost consideration, an eight-layer configuration was chosen. The commercial porous single layer SiO2 was prepared by dip-coating from the sol–gel solution provided by an industrial partner with an index measured with ellipsometer also shown in Figure 2 and thickness of ~100 nm. The transmittance and reflectance of the films were measured using a PerkinElmer Lambda 1,050 UV-VIS-NIR spectrometer in the wavelength range of 250–2,500 nm. The microstructure of the films was investigated by transmission electron microscopy (TEM). The wettability of the coatings was evaluated by contact angle measurements, which were carried out on a Ramé-Hart 200-F1 goniometer at room temperature using about 4-μl droplets of deionized water. Hardness and Young's modulus tests were carried out using nanoindentation testing at a load of 5,000 μN.
Eight-layer SiO2/Nb2O5 and SiO2/Si3N4 stacks prepared by sputtering were compared with commercial SLARC in terms of optical, morphological, mechanical, and durability properties. Figure 3 shows the reflectance spectra of bare and coated glass. Two weighted reflection values were calculated using Equations (1) and (2). One is
, the weighted reflection loss at cell wavelengths (350–1,200 nm), indicating the decrease in cell current compared to an ideal coating. It is computed with the external quantum efficiency (EQE) of the UNSW efficiency record PERC solar cells, as shown in Figure 1, to calculate the percentage loss in current due to front surface glass reflection. The second loss shown in Equation (2),
, is the percentage of energy reflected across the whole solar input range (280–2,500 nm), indicating the ability of the solar modules to reject heating. The eight layers especially SiO2/Nb2O5 showed good spectral selection, giving comparatively lower reflectance in the usable wavelength range with appreciably higher ultraviolet (UV) and near infrared (NIR) rejection, as shown in Figure 3 and Table 2. The SLARC showed low reflectance across the whole solar wavelength range. The increased absorption in the NIR will heat the solar module, thus offsetting the efficiency gain from reduced current loss at usable wavelengths, increasing module temperature and speeding up module degradation.
The macrostructure of both the SLARC and sputtered eight-layer films was characterized using TEM, as illustrated in the cross-sectional images in Figure 4. In the SLARC as shown in Figure 4a, numerous internal voids were observed, contributing to a decrease in the refractive index, which in turn led to a reduction in the overall reflectance of the solar glass. However, this architecture also compromised the coating's mechanical strength, resulting in a decrease in its durability.21 Conversely, the sputtered eight-layer films displayed a compact structure with lower surface roughness. These films exhibited a distinct contrast between alternating layers of Nb2O5/SiO2 and Si3N4/SiO2, respectively, as shown in Figure 3b,c.
To further explore the mechanical properties of the films, we conducted nanoindentation testings on the samples. Hardness (H) measures a material's resistance to deformation, scratching, or penetration. Young's modulus (Er) is a measure of a material's stiffness or elasticity. It quantifies how a material responds to an applied force by deforming elastically (temporarily) before reaching its yield point. Materials with higher Young's modulus are stiffer and less likely to deform under load. A material with high hardness and a high Young's modulus is generally more resistant to abrasion because it can withstand both surface scratching and deformation under abrasive conditions. The ratio of hardness to Young's modulus (H/Er) was identified as a significant factor in influencing both the friction coefficient and abrasion resistance of layered composite coatings. In particular, structures featuring a high H/Er ratio and moderately high hardness demonstrate improved resistance to abrasion.26 The H, Er, and subsequently calculated the H/Er ratio are detailed in Table 3. Among the various coatings, the SiO2/Si3N4 film exhibited an exceptionally high hardness of 8.2, primarily attributed to the inherent hardness of Si3N4. In contrast, the SLARC coating displayed the lowest hardness due to its porous structure. Consequently, the SLARC also exhibited the lowest modulus and H/Er ratio, suggesting poorer wear resistance. On the other hand, the eight-layer sputtered ARCs, especially the SiO2/Si3N4 8L coating, displayed the highest H/Er ratio, indicating robust wear resistance. These findings are consistent with our abrasion test results, which will be discussed later.
The transmission spectra are shown in Figure 5. The weighted transmissions were calculated and compared before and after the durability tests, as shown in Table 4. Following a rigorous 1,000-cycle abrasion test (conducted according to IEC 62788-7-3), the dense sputtered multilayers displayed exceptional abrasion resistance, exhibiting a negligible weighted transmission drop of less than 0.03%. In contrast, the commercial SLARC experienced a more significant weighted transmission reduction (0.54%, as indicated in Table 4). This outcome effectively underscores the robust nature of the sputtered multilayers when subjected to frequent brush cleaning practices.
Damp heat (DH) testing (85°C, 85% humidity, 1,000 h) was also performed to evaluate the durability of the coatings in an environmental chamber (IEC61215) to check their durability in the terrestrial environment. The transmission loss of the SLARC is significant (1.7% absolute), and the sputtered 8L ARCs are more robust, especially for SiO2/Si3N4 eight layers with less than 0.01% reduction. Meanwhile, the wettability of the AR layers, relevant to the self-cleaning ability, was studied by static water contact angle measurements to refer to its surface properties. As shown in Figure 6, the SLARCs are hydrophilic (water contact angle below 90°) and sputtered MLCs are hydrophobic (water contact angle above 90°).
After the preparation process, the samples were stored in a clean nitrogen desiccator to avoid contamination prior to their measurement. The observed hydrophobic properties of the sputtered MLCs are likely due to the nanostructured roughness of their surface morphology, as illustrated in the TEM images in Figure 4, and a reduced density of hydroxyl groups on the surface in comparison to those prepared via sol–gel methods.27 The hydrophobic coatings have been shown to reduce soiling where dirt, dust, and organic waste accumulate on the panels, which are the main outdoor factors that reduce the PV panels' efficiency and are an urgent problem in the PV industry.28 The hydrophobic coating has also been demonstrated to reduce snow shedding, where 90% of light can be reflected by the snow on the glass surfaces of PV modules.29, 30 Some other studies have shown that sputtered MLCs exhibit hydrophilic qualities, associated with surface roughness and chemistry.13, 31 The variation in these properties can be attributed to the specific sputtering tool selected and the operational conditions. The discourse on the comparative effectiveness of hydrophilic and hydrophobic surfaces in self-cleaning applications remains unresolved.32 Future investigations will explore the self-cleaning capabilities of these coatings in greater depth, examining the underlying mechanisms and optimizing surface properties for enhanced performance.
After 1,000 h of DH testing, the coatings retained their surface properties, particularly the Si3N4/SiO2 8L coating, which exhibited a water contact angle above 90°. This high durability is a critical factor in ensuring the long-term performance and reliability of PV modules, making the sputtered MLCs highly promising for PV applications.
To assess the efficacy of the coatings, we constructed one-cell minimodules comprising commercial PERC 156 × 156 mm2 solar cells, sandwiched between glass and black back sheet using EVA encapsulant. For each coating type and bare glass, we fabricated two such modules. We evaluated the EQE of the mini-modules employing a Loana system (pv-tools, Germany) and measured their reflectance with the spectrometer. Figure 7 illustrates representative EQE and reflectance spectra. The power generated under a specific solar spectrum was determined from EQE using the equation
. Additionally, by calculating the integrated solar absorptance, we ascertained the total watts of absorbed sunlight for each sample:
.
The difference between the generated power and the absorbed sunlight (W/m2) provides insight into the excess heat generated within the sample. To facilitate comparison, these powers were normalized with respect to the respective bare glass samples, yielding a percentage change in power and the difference in excess heat (W/m2) absorbed compared to bare glass.
Analyzing the differences in total absorbed solar energy and energy production for each sample enables us to not only determine variations in generated power but also in the excess heat absorbed relative to uncoated glass (see Table 5). Our findings clearly demonstrate the advantages of the eight-layer sputtered coatings. The power gain achieved with each AR coating relative to bare glass is 2%, with potential variations attributable to differences in the laminated cells. Notably, while a SLARC adds an additional 22 W/m2 of heat, the eight-layer coating reduces heat by up to 3.2 W/m2. Solving for the energy balance, we find the additional heat in the SLARC leads to an approximate 1 K increase in PV operating temperature, which is consistent with previous reports,7 whereas the eight-layer coating maintains a similar temperature to uncoated glass. Redesigning the eight-layer coatings for a shorter UV wavelength cut-off would increase their power generation gain with a minor loss in their thermal performance.
As outlined in the preceding sections, the introduction of an SLARC on the glass offers the advantage of enhancing module efficiency but may also lead to an increase in the operating temperature of the module. Such a temperature rise, as observed with conventional SLARC widely used today, could be detrimental, resulting in decreased power output due to the power temperature coefficient of modules and potentially hastening module degradation. These effects are contingent upon the continued functionality of the layer, and industry guidance suggests that the typical lifespan of current layers is approximately 5 years.
The proposed sputtered eight layers not only boost module efficiency but have also been engineered to mitigate or even reduce temperature elevation. Testing further indicates that these layers exhibit greater resistance to scratching and environmental testing, potentially extending their operational lifespan. However, these advanced layers will come at a higher cost. To evaluate and compare the cost-effectiveness of the proposed MLARC layers against non-coated glass or standard SLAR coated glass, a comprehensive assessment must encompass layer cost, the impact on module efficiency (measured under standard test conditions), changes in module operating temperature, and the expected layer lifespan. This evaluation is carried out using a Levelized Cost of Electricity (LCOE) calculator, leveraging the NREL Comparative PV LCOE Calculator (https://www.nrel.gov/pv/lcoe-calculator/), with utility scale assumptions aligned with those of Kansas, United States. In our analysis, we replicated the calculations employed by the NREL calculator and incorporated three additional variables: (i) the cost in USD/m2 of an additional ARC layer, (ii) an improvement in as-produced efficiency sustained throughout the expected layer lifespan, and (iii) an increase or decrease in energy yield based on an assumed average temperature change and the temperature coefficient, both of which also endure for the expected layer lifespan. For detailed insights into the model, please refer to the supporting information.
Elevated operating temperatures of solar cells encapsulated in modules leading to reduced efficiency and module lifetime are of significance at the global level. Also, the durability of the glass coating on commercial Si solar modules is another practical problem that needs to be solved. Front side coating for solar modules is critical in optimizing performance and cost-effectiveness. Our study underscores the potential advantages of sputtered multi-layer coatings in striking a balance between efficiency enhancement and temperature control, potentially extending the operational lifespan of photovoltaic modules while offering a path to reduced costs. These findings contribute to the ongoing efforts to advance the field of solar energy and its sustainability. Further research and development in this direction hold the promise of enhancing the viability of solar energy solutions in the long term.
期刊介绍:
Progress in Photovoltaics offers a prestigious forum for reporting advances in this rapidly developing technology, aiming to reach all interested professionals, researchers and energy policy-makers.
The key criterion is that all papers submitted should report substantial “progress” in photovoltaics.
Papers are encouraged that report substantial “progress” such as gains in independently certified solar cell efficiency, eligible for a new entry in the journal''s widely referenced Solar Cell Efficiency Tables.
Examples of papers that will not be considered for publication are those that report development in materials without relation to data on cell performance, routine analysis, characterisation or modelling of cells or processing sequences, routine reports of system performance, improvements in electronic hardware design, or country programs, although invited papers may occasionally be solicited in these areas to capture accumulated “progress”.


 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


