{"title":"Effect of filler paste’s mixing ratio on the properties of Al-64430 dip-brazed joints","authors":"Siddharth Garg, Qasim Murtaza","doi":"10.1007/s40194-024-01772-y","DOIUrl":null,"url":null,"abstract":"<div><p>This study compares the paste/slurry formed by different filler mixing ratios (filler metal powder: DM water [wt.%/wt.%]) used to fabricate dip-brazed joints for Al-64430. Eight different filler ratios were selected, namely 1:5, 1:4, 1:3, 1:2, 1:1, 5:4, 2:1 and 3:1. The fabricated samples were tested for bump test, microhardness, tensile strength and surface deformation. Maximum microhardness and tensile strength were observed at a 5:4 mixing ratio. Both the values increased until the 5:4 mixing ratio (450% increase in microhardness and a 5400% increase in tensile strength compared to a 1:4 mixing ratio sample), after which they declined (3% decrease in microhardness and a 35% decrease in tensile strength). Surface deformation of the samples remained almost constant throughout, although these values were 10–20 times less than those of samples produced by conventional welding operations. Microstructural analysis revealed dendrite formation at the brazed joints. Voids and cracks were also detected in some samples. Al-Si eutectic matrix and <span>\\(\\alpha\\)</span>-aluminium were visible at the joint. SEM analysis was carried out to determine the silicon state in the matrix, which displayed the presence of both primary and eutectic silicon. EDX analysis showed that the silicon concentration at the joint increased as the filler ratio increased, and this silicon concentration played a major role in determining the strength and hardness of the joints.</p></div>","PeriodicalId":809,"journal":{"name":"Welding in the World","volume":"68 9","pages":"2459 - 2471"},"PeriodicalIF":2.5000,"publicationDate":"2024-04-11","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Welding in the World","FirstCategoryId":"88","ListUrlMain":"https://link.springer.com/article/10.1007/s40194-024-01772-y","RegionNum":4,"RegionCategory":"材料科学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"METALLURGY & METALLURGICAL ENGINEERING","Score":null,"Total":0}
引用次数: 0
Abstract
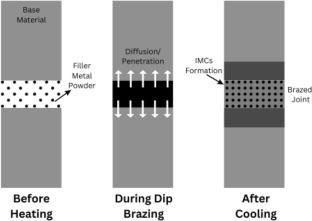
This study compares the paste/slurry formed by different filler mixing ratios (filler metal powder: DM water [wt.%/wt.%]) used to fabricate dip-brazed joints for Al-64430. Eight different filler ratios were selected, namely 1:5, 1:4, 1:3, 1:2, 1:1, 5:4, 2:1 and 3:1. The fabricated samples were tested for bump test, microhardness, tensile strength and surface deformation. Maximum microhardness and tensile strength were observed at a 5:4 mixing ratio. Both the values increased until the 5:4 mixing ratio (450% increase in microhardness and a 5400% increase in tensile strength compared to a 1:4 mixing ratio sample), after which they declined (3% decrease in microhardness and a 35% decrease in tensile strength). Surface deformation of the samples remained almost constant throughout, although these values were 10–20 times less than those of samples produced by conventional welding operations. Microstructural analysis revealed dendrite formation at the brazed joints. Voids and cracks were also detected in some samples. Al-Si eutectic matrix and \(\alpha\)-aluminium were visible at the joint. SEM analysis was carried out to determine the silicon state in the matrix, which displayed the presence of both primary and eutectic silicon. EDX analysis showed that the silicon concentration at the joint increased as the filler ratio increased, and this silicon concentration played a major role in determining the strength and hardness of the joints.
期刊介绍:
The journal Welding in the World publishes authoritative papers on every aspect of materials joining, including welding, brazing, soldering, cutting, thermal spraying and allied joining and fabrication techniques.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


