{"title":"Industrial-scale 61-channel monolithic silicalite-1 membranes for butane isomer separation","authors":"Hongliang Hong , Kunlin Yu , Hongbin Liu, Rongfei Zhou, Weihong Xing","doi":"10.1016/j.advmem.2024.100096","DOIUrl":null,"url":null,"abstract":"<div><p>Developing energy-saving membrane and technology is important for the separation of hydrocarbon isomers to replace the energy-intensive distillation. Silicalite-1 membrane is a promising membrane material but difficult to be scaled up. In this work, separation performance of industrial-scale monolithic silicalite-1 membranes in term of actual butane mixtures has been reported for the first time. Each 61-channel monolithic membrane has effective area and surface-to-volume ratio of 0.2 m<sup>2</sup> and 400 m<sup>2</sup>/m<sup>3</sup>, which are about 20 and 5.6 times higher than that of the common tubular one with the same length, respectively. Average <em>n</em>-butane/<em>i</em>-butane separation factor (34) of the industrial-scale membranes was even higher than or comparable to that of the reported small-area zeolite membranes. The influences of test parameters on permeances and separation factors of the membranes and the long-term stability were examined. Reynold numbers was used to correlate the concentration polarization (CP) with the reduction of separation performance. A solution was proposed to reduce the effect of CP. It suggests that the industrial-scale and high-performance monolithic silicalite-1 membranes are suitable for actual applications of butane separation.</p></div>","PeriodicalId":100033,"journal":{"name":"Advanced Membranes","volume":"4 ","pages":"Article 100096"},"PeriodicalIF":9.5000,"publicationDate":"2024-01-01","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"https://www.sciencedirect.com/science/article/pii/S2772823424000071/pdfft?md5=327585d0f4e4bb733c34048ea446cd60&pid=1-s2.0-S2772823424000071-main.pdf","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Advanced Membranes","FirstCategoryId":"1085","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S2772823424000071","RegionNum":0,"RegionCategory":null,"ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"","JCRName":"","Score":null,"Total":0}
引用次数: 0
Abstract
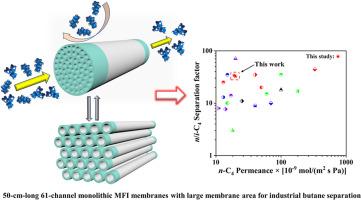
Developing energy-saving membrane and technology is important for the separation of hydrocarbon isomers to replace the energy-intensive distillation. Silicalite-1 membrane is a promising membrane material but difficult to be scaled up. In this work, separation performance of industrial-scale monolithic silicalite-1 membranes in term of actual butane mixtures has been reported for the first time. Each 61-channel monolithic membrane has effective area and surface-to-volume ratio of 0.2 m2 and 400 m2/m3, which are about 20 and 5.6 times higher than that of the common tubular one with the same length, respectively. Average n-butane/i-butane separation factor (34) of the industrial-scale membranes was even higher than or comparable to that of the reported small-area zeolite membranes. The influences of test parameters on permeances and separation factors of the membranes and the long-term stability were examined. Reynold numbers was used to correlate the concentration polarization (CP) with the reduction of separation performance. A solution was proposed to reduce the effect of CP. It suggests that the industrial-scale and high-performance monolithic silicalite-1 membranes are suitable for actual applications of butane separation.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


