Optimization of Hot Gas Welding of Hybrid Thermoplastic-Thermoset Composites Using Taguchi Method
Abstract
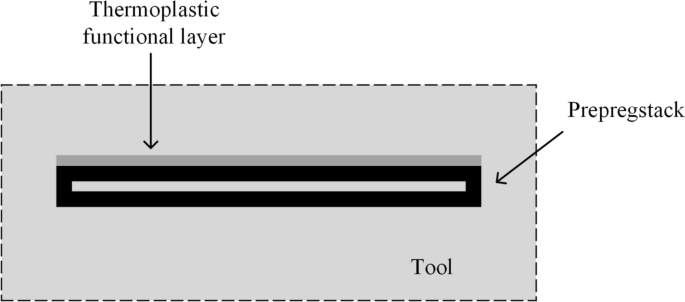
In this study, the influence of four different process parameters on hot gas welding of CF/epoxy fiber composites functionalized with a PA6 thermoplastic film is investigated. Additional experiments are carried out on specimens adorned with triangular beads of coupling material that are printed onto the plates, ensuring extra material within the joining zone. This approach offers a great advantage for compensating geometric tolerances. The parameters considered are common process parameters for regular two-step processes: Heating element temperature (THE), heating time (HT), welding force (F) and welding time (HTF). The design of experiments (DoE) is planned according to the Taguchi method. An orthogonal array is used to set up the experimental plan. Three factor levels of each welding parameter are considered. The test series are carried out with two sample variants. In the second sample variant, additional thermoplastic material is placed in the joining zone. The strength of the welded joints is investigated by tensile shear tests according to DIN EN 1465. The results show that the welding force has the greatest influence on the welding strength. Heating times of 20 s were found to be optimal. Within the first sample variant, a saturation behavior of the welding force can be observed at 500 N. Higher heating element temperatures (500 °C) and welding forces (1165 N) are advantageous using additional material. High welding temperatures result in a negative effect on the interdiffusivity of the polymer chains.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


