{"title":"超低温梯度铝合金薄壳成形新工艺","authors":"Xiaobo Fan , Xianshuo Chen , Shijian Yuan","doi":"10.1016/j.ijmachtools.2022.103992","DOIUrl":null,"url":null,"abstract":"<div><p>The occurrence of wrinkling and splitting in forming integral aluminum alloy thin shells using traditional forming processes is extremely difficult to preclude. Accordingly, a novel forming process at ultra-low temperature gradient is proposed in this paper. The process leverages the abnormal ‘dual enhancement effect’ of hardening and ductility at ultra-low temperatures. In this proposed approach, the risk unsupported region is fundamentally cooled to ultra-low temperatures to avoid splitting, and the tension-compression stress state is then adjusted by ultra-low-temperature gradient cooling and blank-holder force to control wrinkling. Hyper-hardening and high-ductility properties at ultra-low temperatures are simultaneously utilised to adjust the deformation considering these properties. Mechanical and numerical analyses were conducted to reveal the deformation mechanism, and the effects of ultra-low-temperature gradient, blank-holder force and thickness-to-diameter ratio were studied. The forming defects, thickness, and stress and strain distributions were determined to reflect the deformation behavior. The blank needs to withstand larger deformation to form the thinner components without wrinkling. The maximum radial strain increases by 50% when the thickness-diameter ratio decreases from 13.3% to 3.3‰. A smaller temperature gradient and larger blank-holder force can be used to reduce hoop compressive stress and prevent wrinkling defects. A bigger temperature gradient may be used to increase the stress difference between flange and unsupported regions to further improve forming limit or deformation uniformity, accompanying with easier engineering implementation for large-sized components. An ultra-low temperature forming device was developed to verify the feasibility of this new forming process. The forming limit was significantly improved by cooling the unsupported region, and a more uniform thickness was obtained at a larger ultra-low temperature gradient. The depth of the hemispherical specimen improved by 54.5%, and the average thickness deviation was only 6.9%. Through fundamental research, an integral dome with a diameter of 2.25 m was formed at an ultra-low temperature gradient, surpassing the wrinkling limit and overcoming splitting. The new forming process has considerable potential to fabricate large thin-shell components made of aluminum alloy.</p></div>","PeriodicalId":14011,"journal":{"name":"International Journal of Machine Tools & Manufacture","volume":"185 ","pages":"Article 103992"},"PeriodicalIF":14.0000,"publicationDate":"2023-02-01","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Novel forming process for aluminum alloy thin shells at ultra-low temperature gradient\",\"authors\":\"Xiaobo Fan , Xianshuo Chen , Shijian Yuan\",\"doi\":\"10.1016/j.ijmachtools.2022.103992\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>The occurrence of wrinkling and splitting in forming integral aluminum alloy thin shells using traditional forming processes is extremely difficult to preclude. Accordingly, a novel forming process at ultra-low temperature gradient is proposed in this paper. The process leverages the abnormal ‘dual enhancement effect’ of hardening and ductility at ultra-low temperatures. In this proposed approach, the risk unsupported region is fundamentally cooled to ultra-low temperatures to avoid splitting, and the tension-compression stress state is then adjusted by ultra-low-temperature gradient cooling and blank-holder force to control wrinkling. Hyper-hardening and high-ductility properties at ultra-low temperatures are simultaneously utilised to adjust the deformation considering these properties. Mechanical and numerical analyses were conducted to reveal the deformation mechanism, and the effects of ultra-low-temperature gradient, blank-holder force and thickness-to-diameter ratio were studied. The forming defects, thickness, and stress and strain distributions were determined to reflect the deformation behavior. The blank needs to withstand larger deformation to form the thinner components without wrinkling. The maximum radial strain increases by 50% when the thickness-diameter ratio decreases from 13.3% to 3.3‰. A smaller temperature gradient and larger blank-holder force can be used to reduce hoop compressive stress and prevent wrinkling defects. A bigger temperature gradient may be used to increase the stress difference between flange and unsupported regions to further improve forming limit or deformation uniformity, accompanying with easier engineering implementation for large-sized components. An ultra-low temperature forming device was developed to verify the feasibility of this new forming process. The forming limit was significantly improved by cooling the unsupported region, and a more uniform thickness was obtained at a larger ultra-low temperature gradient. The depth of the hemispherical specimen improved by 54.5%, and the average thickness deviation was only 6.9%. Through fundamental research, an integral dome with a diameter of 2.25 m was formed at an ultra-low temperature gradient, surpassing the wrinkling limit and overcoming splitting. The new forming process has considerable potential to fabricate large thin-shell components made of aluminum alloy.</p></div>\",\"PeriodicalId\":14011,\"journal\":{\"name\":\"International Journal of Machine Tools & Manufacture\",\"volume\":\"185 \",\"pages\":\"Article 103992\"},\"PeriodicalIF\":14.0000,\"publicationDate\":\"2023-02-01\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"International Journal of Machine Tools & Manufacture\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://www.sciencedirect.com/science/article/pii/S0890695522001432\",\"RegionNum\":1,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q1\",\"JCRName\":\"ENGINEERING, MANUFACTURING\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Machine Tools & Manufacture","FirstCategoryId":"5","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S0890695522001432","RegionNum":1,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q1","JCRName":"ENGINEERING, MANUFACTURING","Score":null,"Total":0}
Novel forming process for aluminum alloy thin shells at ultra-low temperature gradient
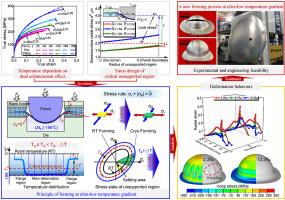
The occurrence of wrinkling and splitting in forming integral aluminum alloy thin shells using traditional forming processes is extremely difficult to preclude. Accordingly, a novel forming process at ultra-low temperature gradient is proposed in this paper. The process leverages the abnormal ‘dual enhancement effect’ of hardening and ductility at ultra-low temperatures. In this proposed approach, the risk unsupported region is fundamentally cooled to ultra-low temperatures to avoid splitting, and the tension-compression stress state is then adjusted by ultra-low-temperature gradient cooling and blank-holder force to control wrinkling. Hyper-hardening and high-ductility properties at ultra-low temperatures are simultaneously utilised to adjust the deformation considering these properties. Mechanical and numerical analyses were conducted to reveal the deformation mechanism, and the effects of ultra-low-temperature gradient, blank-holder force and thickness-to-diameter ratio were studied. The forming defects, thickness, and stress and strain distributions were determined to reflect the deformation behavior. The blank needs to withstand larger deformation to form the thinner components without wrinkling. The maximum radial strain increases by 50% when the thickness-diameter ratio decreases from 13.3% to 3.3‰. A smaller temperature gradient and larger blank-holder force can be used to reduce hoop compressive stress and prevent wrinkling defects. A bigger temperature gradient may be used to increase the stress difference between flange and unsupported regions to further improve forming limit or deformation uniformity, accompanying with easier engineering implementation for large-sized components. An ultra-low temperature forming device was developed to verify the feasibility of this new forming process. The forming limit was significantly improved by cooling the unsupported region, and a more uniform thickness was obtained at a larger ultra-low temperature gradient. The depth of the hemispherical specimen improved by 54.5%, and the average thickness deviation was only 6.9%. Through fundamental research, an integral dome with a diameter of 2.25 m was formed at an ultra-low temperature gradient, surpassing the wrinkling limit and overcoming splitting. The new forming process has considerable potential to fabricate large thin-shell components made of aluminum alloy.
期刊介绍:
The International Journal of Machine Tools and Manufacture is dedicated to advancing scientific comprehension of the fundamental mechanics involved in processes and machines utilized in the manufacturing of engineering components. While the primary focus is on metals, the journal also explores applications in composites, ceramics, and other structural or functional materials. The coverage includes a diverse range of topics:
- Essential mechanics of processes involving material removal, accretion, and deformation, encompassing solid, semi-solid, or particulate forms.
- Significant scientific advancements in existing or new processes and machines.
- In-depth characterization of workpiece materials (structure/surfaces) through advanced techniques (e.g., SEM, EDS, TEM, EBSD, AES, Raman spectroscopy) to unveil new phenomenological aspects governing manufacturing processes.
- Tool design, utilization, and comprehensive studies of failure mechanisms.
- Innovative concepts of machine tools, fixtures, and tool holders supported by modeling and demonstrations relevant to manufacturing processes within the journal's scope.
- Novel scientific contributions exploring interactions between the machine tool, control system, software design, and processes.
- Studies elucidating specific mechanisms governing niche processes (e.g., ultra-high precision, nano/atomic level manufacturing with either mechanical or non-mechanical "tools").
- Innovative approaches, underpinned by thorough scientific analysis, addressing emerging or breakthrough processes (e.g., bio-inspired manufacturing) and/or applications (e.g., ultra-high precision optics).
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


