Murat Koyunbakan, Hakan Mumcu, Vedat Taşdemir, Zafer Kaya
{"title":"实验参数对SPIF法加工AA5754-H22合金影响的研究","authors":"Murat Koyunbakan, Hakan Mumcu, Vedat Taşdemir, Zafer Kaya","doi":"10.1007/s12289-025-01932-5","DOIUrl":null,"url":null,"abstract":"<div><p>Single point incremental forming (SPIF), which is a method that can be controlled by CNC processes without the need for a mold, as in traditional sheet metal forming, reduces costs and is suitable for low production series. In this study, the thickness change, surface roughness, and spring-back behaviours of AA5754-H22 alloy, which is widely used in many industries, especially in aviation and automotive, after forming with the SPIF method, were experimentally investigated. The geometric shape used in the study is hexagonal. The study was carried out using the parameters of increment (0.25, 0.5 mm), feed rate (500, 1000 mm/min), spindle speed (1000, 1500 rpm), tool diameter (6, 10 mm), wall angle (50, 55°), lubricant (machine oil, sunflower oil). The results were analysed after the experiments were conducted using an L16 orthogonal experimental design with the Taguchi method, and variance analysis was performed. As a result of the experiments, it was determined that the most important parameter affecting the wall thickness was the wall angle with a rate of 95.33%, the most important parameter affecting the surface quality was the tool diameter with a rate of 70% and the most important parameter affecting the spring-back was the wall angle with a rate of 52.76%. From here, it was understood that the parameters affecting the spring-back were in a wider range. In addition, when all the results were taken into consideration, it could be said that the most effective parameter was the wall angle.</p></div>","PeriodicalId":591,"journal":{"name":"International Journal of Material Forming","volume":"18 3","pages":""},"PeriodicalIF":2.6000,"publicationDate":"2025-07-18","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Investigation of the effects of experimental parameters on the processing of AA5754-H22 alloy by SPIF method\",\"authors\":\"Murat Koyunbakan, Hakan Mumcu, Vedat Taşdemir, Zafer Kaya\",\"doi\":\"10.1007/s12289-025-01932-5\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>Single point incremental forming (SPIF), which is a method that can be controlled by CNC processes without the need for a mold, as in traditional sheet metal forming, reduces costs and is suitable for low production series. In this study, the thickness change, surface roughness, and spring-back behaviours of AA5754-H22 alloy, which is widely used in many industries, especially in aviation and automotive, after forming with the SPIF method, were experimentally investigated. The geometric shape used in the study is hexagonal. The study was carried out using the parameters of increment (0.25, 0.5 mm), feed rate (500, 1000 mm/min), spindle speed (1000, 1500 rpm), tool diameter (6, 10 mm), wall angle (50, 55°), lubricant (machine oil, sunflower oil). The results were analysed after the experiments were conducted using an L16 orthogonal experimental design with the Taguchi method, and variance analysis was performed. As a result of the experiments, it was determined that the most important parameter affecting the wall thickness was the wall angle with a rate of 95.33%, the most important parameter affecting the surface quality was the tool diameter with a rate of 70% and the most important parameter affecting the spring-back was the wall angle with a rate of 52.76%. From here, it was understood that the parameters affecting the spring-back were in a wider range. In addition, when all the results were taken into consideration, it could be said that the most effective parameter was the wall angle.</p></div>\",\"PeriodicalId\":591,\"journal\":{\"name\":\"International Journal of Material Forming\",\"volume\":\"18 3\",\"pages\":\"\"},\"PeriodicalIF\":2.6000,\"publicationDate\":\"2025-07-18\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"International Journal of Material Forming\",\"FirstCategoryId\":\"88\",\"ListUrlMain\":\"https://link.springer.com/article/10.1007/s12289-025-01932-5\",\"RegionNum\":3,\"RegionCategory\":\"材料科学\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q2\",\"JCRName\":\"ENGINEERING, MANUFACTURING\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Material Forming","FirstCategoryId":"88","ListUrlMain":"https://link.springer.com/article/10.1007/s12289-025-01932-5","RegionNum":3,"RegionCategory":"材料科学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"ENGINEERING, MANUFACTURING","Score":null,"Total":0}
Investigation of the effects of experimental parameters on the processing of AA5754-H22 alloy by SPIF method
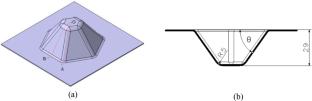
Single point incremental forming (SPIF), which is a method that can be controlled by CNC processes without the need for a mold, as in traditional sheet metal forming, reduces costs and is suitable for low production series. In this study, the thickness change, surface roughness, and spring-back behaviours of AA5754-H22 alloy, which is widely used in many industries, especially in aviation and automotive, after forming with the SPIF method, were experimentally investigated. The geometric shape used in the study is hexagonal. The study was carried out using the parameters of increment (0.25, 0.5 mm), feed rate (500, 1000 mm/min), spindle speed (1000, 1500 rpm), tool diameter (6, 10 mm), wall angle (50, 55°), lubricant (machine oil, sunflower oil). The results were analysed after the experiments were conducted using an L16 orthogonal experimental design with the Taguchi method, and variance analysis was performed. As a result of the experiments, it was determined that the most important parameter affecting the wall thickness was the wall angle with a rate of 95.33%, the most important parameter affecting the surface quality was the tool diameter with a rate of 70% and the most important parameter affecting the spring-back was the wall angle with a rate of 52.76%. From here, it was understood that the parameters affecting the spring-back were in a wider range. In addition, when all the results were taken into consideration, it could be said that the most effective parameter was the wall angle.
期刊介绍:
The Journal publishes and disseminates original research in the field of material forming. The research should constitute major achievements in the understanding, modeling or simulation of material forming processes. In this respect ‘forming’ implies a deliberate deformation of material.
The journal establishes a platform of communication between engineers and scientists, covering all forming processes, including sheet forming, bulk forming, powder forming, forming in near-melt conditions (injection moulding, thixoforming, film blowing etc.), micro-forming, hydro-forming, thermo-forming, incremental forming etc. Other manufacturing technologies like machining and cutting can be included if the focus of the work is on plastic deformations.
All materials (metals, ceramics, polymers, composites, glass, wood, fibre reinforced materials, materials in food processing, biomaterials, nano-materials, shape memory alloys etc.) and approaches (micro-macro modelling, thermo-mechanical modelling, numerical simulation including new and advanced numerical strategies, experimental analysis, inverse analysis, model identification, optimization, design and control of forming tools and machines, wear and friction, mechanical behavior and formability of materials etc.) are concerned.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


