通过高应变率和剪切变形耦合的冲击液压成形减少板材回弹的新策略
IF 6.1
1区 工程技术
Q1 ENGINEERING, MANUFACTURING
引用次数: 0
摘要
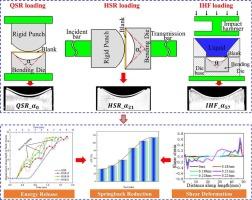
回弹是控制薄壁曲面部件制造过程中公差的关键因素。本研究提出了一种利用冲击液压成形消除回弹的策略,而非传统的修改模具进行补偿的方法。在准静态刚性冲压弯曲(QSR)、高速刚性冲压弯曲(HSR)和冲击液压成形弯曲(IHF)三种不同加载模式下,对弯曲角度为 120°、弯曲半径为 30 mm 的 2024 铝合金板材进行了弯曲试验。还对这些加载模式进行了相应的有限元模拟,模拟的回弹变化与实验结果非常吻合。实验结果表明,回弹随应变速率的增加而减少,而液体介质的使用进一步促进甚至消除了回弹。分析了每种加载模式下板材的变形顺序、应变中性层、主应力和等效塑性应变分布。研究发现了回弹减少的两个主要原因:高应变率引起的应力松弛和能量释放,以及液体介质改变了板材的变形顺序,导致剪切变形。这些发现为实现航空铝合金复杂薄壁部件的成型精度、高效率和低成本制造提供了一种新策略。本文章由计算机程序翻译,如有差异,请以英文原文为准。
A novel strategy for reducing sheet springback by coupled with high strain rate and shear deformation via impact hydroforming
Springback is a critical factor in controlling the tolerance of thin-walled, curved components during manufacturing. This study proposes a strategy that utilizes impact hydroforming to eliminate springback instead of the traditional method of modifying the die for compensation. Bending tests were conducted on the 2024 aluminum alloy sheet with a bending angle of 120° and bending radius of 30 mm under three different loading modes, i.e. quasi-static rigid punch bending (QSR), high-speed rigid punch bending (HSR), and impact hydroforming (IHF) bending. Corresponding finite element simulations of these loading modes were also performed, and the simulated springback variations closely matched the experimental results. The experiments revealed that springback decreased with an increase in strain rate, and the use of a liquid medium further facilitated or even eliminated springback. The deformation sequence, strain neutral layer, principal stress, and equivalent plastic strain distribution of the sheet were analyzed under each loading mode. Two primary reasons for the reduction in springback were identified: the high strain rate induced stress relaxation and energy release, and the liquid medium altering the deformation sequence of the sheet, leading to shear deformation. These findings offer a new strategy for achieving forming precision, high efficiency, and low-cost manufacturing complex thin-walled components of made from aviation aluminum alloy.
求助全文
通过发布文献求助,成功后即可免费获取论文全文。
去求助
来源期刊

Journal of Manufacturing Processes
ENGINEERING, MANUFACTURING-
CiteScore
10.20
自引率
11.30%
发文量
833
审稿时长
50 days
期刊介绍:
The aim of the Journal of Manufacturing Processes (JMP) is to exchange current and future directions of manufacturing processes research, development and implementation, and to publish archival scholarly literature with a view to advancing state-of-the-art manufacturing processes and encouraging innovation for developing new and efficient processes. The journal will also publish from other research communities for rapid communication of innovative new concepts. Special-topic issues on emerging technologies and invited papers will also be published.
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


