{"title":"6061 - T6 铝合金厚板波形工具搅拌摩擦焊的热循环、微观结构和机械性能的演变","authors":"Jiacheng Feng, Wenbiao Gong, Wei Liu, Yupeng Li, Rui Zhu","doi":"10.1007/s12289-024-01863-7","DOIUrl":null,"url":null,"abstract":"<div><p>The relationship between thermal cycle, microstructures and properties of the joint in bobbin tool friction stir welding (BT-FSW) of aluminum alloys thick plates has not been reported in the literature, and the variations of microstructures and properties along the thickness direction needs to be explored. The objective of this paper is to interpret the evolution of thermal cycle, microstructures and mechanical properties of 16 mm thick 6061-T6 aluminum alloy BT-FSW joint in the thickness direction. With a traverse speed of 200 mm/min and 300 r/min of rotation speed, the thermal cycle temperature of the joint central layer is about 6 ℃ lower than that of the Shoulder Affected Zone (SAZ), and the Retreating Side (RS) are about 20 ℃ higher than the Advancing Side (AS). In order to illustrate the differences in the thickness direction of the joint, the joint was divided equally into three slices along the thickness direction. It is found that the equiaxed grains sizes of the Stir Zone (SZ) are 19.6 µm, 15.2 µm and 21.3 µm respectively in each region of the SZ<sub>1</sub>, SZ<sub>2</sub> and SZ<sub>3</sub> in the thickness direction, and the recrystallization extent of the SZ<sub>1</sub> and SZ<sub>3</sub> is higher than that of the SZ<sub>2</sub>. Transition from the SZ to the Heat-Affected Zone (HAZ), where the precipitates changes from the cluster-GP zone and β phase to the β” and β’ phases. The Vickers hardness curves for the cross-section of the joint are W-shaped, and the minimum Vickers hardness is found in the transition zone of the Thermal-Mechanically Affected Zone (TMAZ) and HAZ, which is 60 HV, and the SAZ has roughly 10 HV greater hardness than that of the central layer of the SZ. Along the thickness direction, the average tensile strength of the slices #1, #2 and #3 of the joints are 188 MPa, and 160 MPa, and 180 MPa respectively. The fracture of the three slices is ductile fractures.</p></div>","PeriodicalId":591,"journal":{"name":"International Journal of Material Forming","volume":"17 6","pages":""},"PeriodicalIF":2.6000,"publicationDate":"2024-11-07","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"The evolution of thermal cycle, microstructures and mechanical properties of 6061 – T6 aluminum alloy thick plate Bobbin tool friction stir welded\",\"authors\":\"Jiacheng Feng, Wenbiao Gong, Wei Liu, Yupeng Li, Rui Zhu\",\"doi\":\"10.1007/s12289-024-01863-7\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>The relationship between thermal cycle, microstructures and properties of the joint in bobbin tool friction stir welding (BT-FSW) of aluminum alloys thick plates has not been reported in the literature, and the variations of microstructures and properties along the thickness direction needs to be explored. The objective of this paper is to interpret the evolution of thermal cycle, microstructures and mechanical properties of 16 mm thick 6061-T6 aluminum alloy BT-FSW joint in the thickness direction. With a traverse speed of 200 mm/min and 300 r/min of rotation speed, the thermal cycle temperature of the joint central layer is about 6 ℃ lower than that of the Shoulder Affected Zone (SAZ), and the Retreating Side (RS) are about 20 ℃ higher than the Advancing Side (AS). In order to illustrate the differences in the thickness direction of the joint, the joint was divided equally into three slices along the thickness direction. It is found that the equiaxed grains sizes of the Stir Zone (SZ) are 19.6 µm, 15.2 µm and 21.3 µm respectively in each region of the SZ<sub>1</sub>, SZ<sub>2</sub> and SZ<sub>3</sub> in the thickness direction, and the recrystallization extent of the SZ<sub>1</sub> and SZ<sub>3</sub> is higher than that of the SZ<sub>2</sub>. Transition from the SZ to the Heat-Affected Zone (HAZ), where the precipitates changes from the cluster-GP zone and β phase to the β” and β’ phases. The Vickers hardness curves for the cross-section of the joint are W-shaped, and the minimum Vickers hardness is found in the transition zone of the Thermal-Mechanically Affected Zone (TMAZ) and HAZ, which is 60 HV, and the SAZ has roughly 10 HV greater hardness than that of the central layer of the SZ. Along the thickness direction, the average tensile strength of the slices #1, #2 and #3 of the joints are 188 MPa, and 160 MPa, and 180 MPa respectively. The fracture of the three slices is ductile fractures.</p></div>\",\"PeriodicalId\":591,\"journal\":{\"name\":\"International Journal of Material Forming\",\"volume\":\"17 6\",\"pages\":\"\"},\"PeriodicalIF\":2.6000,\"publicationDate\":\"2024-11-07\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"International Journal of Material Forming\",\"FirstCategoryId\":\"88\",\"ListUrlMain\":\"https://link.springer.com/article/10.1007/s12289-024-01863-7\",\"RegionNum\":3,\"RegionCategory\":\"材料科学\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q2\",\"JCRName\":\"ENGINEERING, MANUFACTURING\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Material Forming","FirstCategoryId":"88","ListUrlMain":"https://link.springer.com/article/10.1007/s12289-024-01863-7","RegionNum":3,"RegionCategory":"材料科学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"ENGINEERING, MANUFACTURING","Score":null,"Total":0}
The evolution of thermal cycle, microstructures and mechanical properties of 6061 – T6 aluminum alloy thick plate Bobbin tool friction stir welded
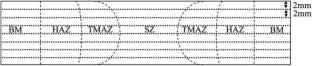
The relationship between thermal cycle, microstructures and properties of the joint in bobbin tool friction stir welding (BT-FSW) of aluminum alloys thick plates has not been reported in the literature, and the variations of microstructures and properties along the thickness direction needs to be explored. The objective of this paper is to interpret the evolution of thermal cycle, microstructures and mechanical properties of 16 mm thick 6061-T6 aluminum alloy BT-FSW joint in the thickness direction. With a traverse speed of 200 mm/min and 300 r/min of rotation speed, the thermal cycle temperature of the joint central layer is about 6 ℃ lower than that of the Shoulder Affected Zone (SAZ), and the Retreating Side (RS) are about 20 ℃ higher than the Advancing Side (AS). In order to illustrate the differences in the thickness direction of the joint, the joint was divided equally into three slices along the thickness direction. It is found that the equiaxed grains sizes of the Stir Zone (SZ) are 19.6 µm, 15.2 µm and 21.3 µm respectively in each region of the SZ1, SZ2 and SZ3 in the thickness direction, and the recrystallization extent of the SZ1 and SZ3 is higher than that of the SZ2. Transition from the SZ to the Heat-Affected Zone (HAZ), where the precipitates changes from the cluster-GP zone and β phase to the β” and β’ phases. The Vickers hardness curves for the cross-section of the joint are W-shaped, and the minimum Vickers hardness is found in the transition zone of the Thermal-Mechanically Affected Zone (TMAZ) and HAZ, which is 60 HV, and the SAZ has roughly 10 HV greater hardness than that of the central layer of the SZ. Along the thickness direction, the average tensile strength of the slices #1, #2 and #3 of the joints are 188 MPa, and 160 MPa, and 180 MPa respectively. The fracture of the three slices is ductile fractures.
期刊介绍:
The Journal publishes and disseminates original research in the field of material forming. The research should constitute major achievements in the understanding, modeling or simulation of material forming processes. In this respect ‘forming’ implies a deliberate deformation of material.
The journal establishes a platform of communication between engineers and scientists, covering all forming processes, including sheet forming, bulk forming, powder forming, forming in near-melt conditions (injection moulding, thixoforming, film blowing etc.), micro-forming, hydro-forming, thermo-forming, incremental forming etc. Other manufacturing technologies like machining and cutting can be included if the focus of the work is on plastic deformations.
All materials (metals, ceramics, polymers, composites, glass, wood, fibre reinforced materials, materials in food processing, biomaterials, nano-materials, shape memory alloys etc.) and approaches (micro-macro modelling, thermo-mechanical modelling, numerical simulation including new and advanced numerical strategies, experimental analysis, inverse analysis, model identification, optimization, design and control of forming tools and machines, wear and friction, mechanical behavior and formability of materials etc.) are concerned.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


