{"title":"基于激光粉末床熔化的旋转摩擦焊抑制金属间化合物并改善钛/铝异种合金的机械性能","authors":"","doi":"10.1016/j.jmapro.2024.09.021","DOIUrl":null,"url":null,"abstract":"<div><p>Due to titanium and aluminum alloys having the characteristics of low mass density and high specific strength, the welding of both has a unique advantage in the aerospace field. However, traditional friction welding is mainly used for casting and forging materials, and there are few studies on friction welding between Ti and Al alloys fabricated by laser powder bed fusion (L-PBF). Because L-PBF is a kind of rapid solidification methods, the microstructure evolution in rotary friction welding joints should be further studied. In this study, L-PBF was used to prepare Ti6Al4V and AlSi10Mg samples, and rotary friction welding (RFW) was used to prepare rod-shaped welding samples. OM, SEM, and XRD were employed to study the morphology and microstructure of the welding interface, and EDS was used to study the intermetallic compounds (IMCs) of the welding interface. Finally, the microhardness and other mechanical performance of the solder joints were investigated, and the optimal process parameters were obtained. The results showed that the interface grain size of the welded sample prepared by L-PBF and RFW is small, and the IMC produced is TiAl and TiAl<sub>3</sub>. It is found that the diffusion of Al-Ti elements is hindered by Si enrichment. When the ratio between friction to forging force of welded specimens was less than 2, the maximum tensile strength could reach 278 MPa, a 50 % improvement over using RFW directly. Moreover, SEM and EDS characterization results showed that the fracture mode of the welded end face was a typical brittle fracture, and the IMC was significantly reduced. This is because the formation of the Si particle networks at the interface inhibits the mutual diffusion of Ti and Al, and the microhardness increases. Therefore, in this research, L-PBF and RFW are combined to produce Ti-Al alloy with high mechanical performance, which provides a feasible strategy for welding dissimilar materials.</p></div>","PeriodicalId":16148,"journal":{"name":"Journal of Manufacturing Processes","volume":null,"pages":null},"PeriodicalIF":6.1000,"publicationDate":"2024-09-18","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Restraint of intermetallic compound and improvement of mechanical performance of Ti/Al dissimilar alloy by rotary friction welding based on laser powder bed fusion\",\"authors\":\"\",\"doi\":\"10.1016/j.jmapro.2024.09.021\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>Due to titanium and aluminum alloys having the characteristics of low mass density and high specific strength, the welding of both has a unique advantage in the aerospace field. However, traditional friction welding is mainly used for casting and forging materials, and there are few studies on friction welding between Ti and Al alloys fabricated by laser powder bed fusion (L-PBF). Because L-PBF is a kind of rapid solidification methods, the microstructure evolution in rotary friction welding joints should be further studied. In this study, L-PBF was used to prepare Ti6Al4V and AlSi10Mg samples, and rotary friction welding (RFW) was used to prepare rod-shaped welding samples. OM, SEM, and XRD were employed to study the morphology and microstructure of the welding interface, and EDS was used to study the intermetallic compounds (IMCs) of the welding interface. Finally, the microhardness and other mechanical performance of the solder joints were investigated, and the optimal process parameters were obtained. The results showed that the interface grain size of the welded sample prepared by L-PBF and RFW is small, and the IMC produced is TiAl and TiAl<sub>3</sub>. It is found that the diffusion of Al-Ti elements is hindered by Si enrichment. When the ratio between friction to forging force of welded specimens was less than 2, the maximum tensile strength could reach 278 MPa, a 50 % improvement over using RFW directly. Moreover, SEM and EDS characterization results showed that the fracture mode of the welded end face was a typical brittle fracture, and the IMC was significantly reduced. This is because the formation of the Si particle networks at the interface inhibits the mutual diffusion of Ti and Al, and the microhardness increases. Therefore, in this research, L-PBF and RFW are combined to produce Ti-Al alloy with high mechanical performance, which provides a feasible strategy for welding dissimilar materials.</p></div>\",\"PeriodicalId\":16148,\"journal\":{\"name\":\"Journal of Manufacturing Processes\",\"volume\":null,\"pages\":null},\"PeriodicalIF\":6.1000,\"publicationDate\":\"2024-09-18\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Journal of Manufacturing Processes\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://www.sciencedirect.com/science/article/pii/S1526612524009228\",\"RegionNum\":1,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q1\",\"JCRName\":\"ENGINEERING, MANUFACTURING\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Journal of Manufacturing Processes","FirstCategoryId":"5","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S1526612524009228","RegionNum":1,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q1","JCRName":"ENGINEERING, MANUFACTURING","Score":null,"Total":0}
Restraint of intermetallic compound and improvement of mechanical performance of Ti/Al dissimilar alloy by rotary friction welding based on laser powder bed fusion
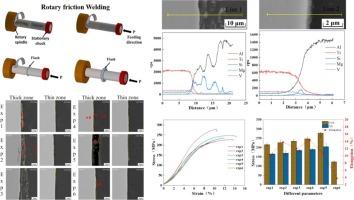
Due to titanium and aluminum alloys having the characteristics of low mass density and high specific strength, the welding of both has a unique advantage in the aerospace field. However, traditional friction welding is mainly used for casting and forging materials, and there are few studies on friction welding between Ti and Al alloys fabricated by laser powder bed fusion (L-PBF). Because L-PBF is a kind of rapid solidification methods, the microstructure evolution in rotary friction welding joints should be further studied. In this study, L-PBF was used to prepare Ti6Al4V and AlSi10Mg samples, and rotary friction welding (RFW) was used to prepare rod-shaped welding samples. OM, SEM, and XRD were employed to study the morphology and microstructure of the welding interface, and EDS was used to study the intermetallic compounds (IMCs) of the welding interface. Finally, the microhardness and other mechanical performance of the solder joints were investigated, and the optimal process parameters were obtained. The results showed that the interface grain size of the welded sample prepared by L-PBF and RFW is small, and the IMC produced is TiAl and TiAl3. It is found that the diffusion of Al-Ti elements is hindered by Si enrichment. When the ratio between friction to forging force of welded specimens was less than 2, the maximum tensile strength could reach 278 MPa, a 50 % improvement over using RFW directly. Moreover, SEM and EDS characterization results showed that the fracture mode of the welded end face was a typical brittle fracture, and the IMC was significantly reduced. This is because the formation of the Si particle networks at the interface inhibits the mutual diffusion of Ti and Al, and the microhardness increases. Therefore, in this research, L-PBF and RFW are combined to produce Ti-Al alloy with high mechanical performance, which provides a feasible strategy for welding dissimilar materials.
期刊介绍:
The aim of the Journal of Manufacturing Processes (JMP) is to exchange current and future directions of manufacturing processes research, development and implementation, and to publish archival scholarly literature with a view to advancing state-of-the-art manufacturing processes and encouraging innovation for developing new and efficient processes. The journal will also publish from other research communities for rapid communication of innovative new concepts. Special-topic issues on emerging technologies and invited papers will also be published.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


