{"title":"用于注塑成型玻璃钢组件的新型电阻插入式点焊方法","authors":"Hongli Xu, Xiangfan Fang","doi":"10.1007/s00170-024-13400-6","DOIUrl":null,"url":null,"abstract":"<p>For weight reduction, multi-material designs comprising metal and fiber-reinforced plastic (FRP) components in vehicle body structures have been increasingly used. However, the commonly used resistance spot welding (RSW) technology for car body assembly cannot be employed to join sheet metal and FRPs, limiting the use of FRPs. To solve this problem, a novel resistance insert spot welding (RISW) technique was developed in this work for RSW of steel parts and FRP structure parts made by injection molding. Small inserts were developed by using finite element method and experiments that may be welded to different micro-alloyed and dual-phase sheet steels using the projection welding method. The usual flange width of original equipment manufacturers could be kept unchanged. Using the developed insert and welding parameters, the maximum temperature in the FRPs surrounding the inserts was limited to 255 °C, minimizing the damage to polyamide 6 (PA6) material (with 40 wt% glass fiber). A weldability range between 2.5 and 7 kA could be achieved. The joining strength of RISW between a micro-alloyed HC340 steel in 0.75 mm and 1.5 mm thickness and a 2.5 mm/3.0 mm PA6-GF40 material is 20 to 80% higher than self-piercing riveting (SPR). For high-speed loading, RISW strength increases by 39 to 56% further. Finally, RISW was successfully applied to an FRP–steel roof-frame sub-assembly that consists of 19 simultaneously integrated inserts, achieving 10% weight reduction.</p>","PeriodicalId":50345,"journal":{"name":"International Journal of Advanced Manufacturing Technology","volume":"12 1","pages":""},"PeriodicalIF":3.1000,"publicationDate":"2024-03-26","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"A new resistance insert spot welding method for injection-molded FRP–steel component\",\"authors\":\"Hongli Xu, Xiangfan Fang\",\"doi\":\"10.1007/s00170-024-13400-6\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<p>For weight reduction, multi-material designs comprising metal and fiber-reinforced plastic (FRP) components in vehicle body structures have been increasingly used. However, the commonly used resistance spot welding (RSW) technology for car body assembly cannot be employed to join sheet metal and FRPs, limiting the use of FRPs. To solve this problem, a novel resistance insert spot welding (RISW) technique was developed in this work for RSW of steel parts and FRP structure parts made by injection molding. Small inserts were developed by using finite element method and experiments that may be welded to different micro-alloyed and dual-phase sheet steels using the projection welding method. The usual flange width of original equipment manufacturers could be kept unchanged. Using the developed insert and welding parameters, the maximum temperature in the FRPs surrounding the inserts was limited to 255 °C, minimizing the damage to polyamide 6 (PA6) material (with 40 wt% glass fiber). A weldability range between 2.5 and 7 kA could be achieved. The joining strength of RISW between a micro-alloyed HC340 steel in 0.75 mm and 1.5 mm thickness and a 2.5 mm/3.0 mm PA6-GF40 material is 20 to 80% higher than self-piercing riveting (SPR). For high-speed loading, RISW strength increases by 39 to 56% further. Finally, RISW was successfully applied to an FRP–steel roof-frame sub-assembly that consists of 19 simultaneously integrated inserts, achieving 10% weight reduction.</p>\",\"PeriodicalId\":50345,\"journal\":{\"name\":\"International Journal of Advanced Manufacturing Technology\",\"volume\":\"12 1\",\"pages\":\"\"},\"PeriodicalIF\":3.1000,\"publicationDate\":\"2024-03-26\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"International Journal of Advanced Manufacturing Technology\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://doi.org/10.1007/s00170-024-13400-6\",\"RegionNum\":3,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q2\",\"JCRName\":\"AUTOMATION & CONTROL SYSTEMS\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Advanced Manufacturing Technology","FirstCategoryId":"5","ListUrlMain":"https://doi.org/10.1007/s00170-024-13400-6","RegionNum":3,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"AUTOMATION & CONTROL SYSTEMS","Score":null,"Total":0}
A new resistance insert spot welding method for injection-molded FRP–steel component
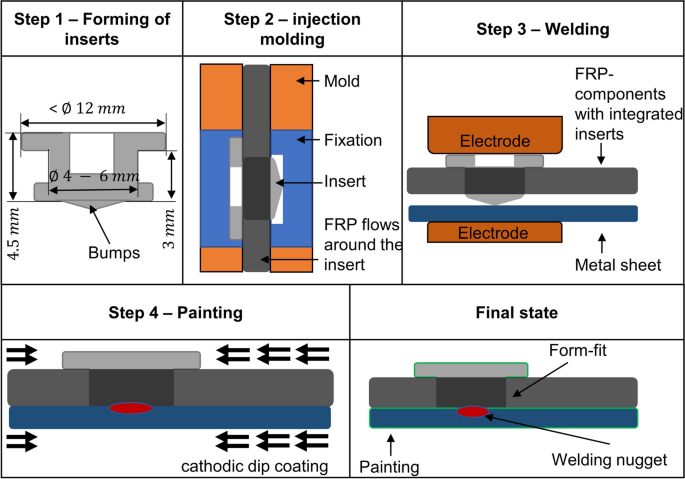
For weight reduction, multi-material designs comprising metal and fiber-reinforced plastic (FRP) components in vehicle body structures have been increasingly used. However, the commonly used resistance spot welding (RSW) technology for car body assembly cannot be employed to join sheet metal and FRPs, limiting the use of FRPs. To solve this problem, a novel resistance insert spot welding (RISW) technique was developed in this work for RSW of steel parts and FRP structure parts made by injection molding. Small inserts were developed by using finite element method and experiments that may be welded to different micro-alloyed and dual-phase sheet steels using the projection welding method. The usual flange width of original equipment manufacturers could be kept unchanged. Using the developed insert and welding parameters, the maximum temperature in the FRPs surrounding the inserts was limited to 255 °C, minimizing the damage to polyamide 6 (PA6) material (with 40 wt% glass fiber). A weldability range between 2.5 and 7 kA could be achieved. The joining strength of RISW between a micro-alloyed HC340 steel in 0.75 mm and 1.5 mm thickness and a 2.5 mm/3.0 mm PA6-GF40 material is 20 to 80% higher than self-piercing riveting (SPR). For high-speed loading, RISW strength increases by 39 to 56% further. Finally, RISW was successfully applied to an FRP–steel roof-frame sub-assembly that consists of 19 simultaneously integrated inserts, achieving 10% weight reduction.
期刊介绍:
The International Journal of Advanced Manufacturing Technology bridges the gap between pure research journals and the more practical publications on advanced manufacturing and systems. It therefore provides an outstanding forum for papers covering applications-based research topics relevant to manufacturing processes, machines and process integration.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


