{"title":"Analysis of burr formation in finish machining of nickel-based superalloy with worn tools using micro-scale in-situ techniques","authors":"Hamzah Zannoun , Julius Schoop","doi":"10.1016/j.ijmachtools.2023.104030","DOIUrl":null,"url":null,"abstract":"<div><p>The formation of burrs is among the most significant factors affecting quality and productivity in machining. Burrs are a negative byproduct of machining processes that are difficult to avoid because of a limited understanding of the complex burr formation mechanisms in relation to cutting conditions, including both process parameters and tool condition. Thus, the objective of this work was to characterize burr formation under finish machining conditions via a high-speed, high-resolution in-situ experimental method. Various parameters pertaining to burr geometry such as height, thickness, and initial negative shear angle were measured both during and after cutting. Results showed that varying the conditions of uncut chip thickness, tool-wear, and cutting speed all have a significant effect on burr formation, although certain burr metrics were found to be insensitive with respect to different process conditions because the difference was statistically insignificant. This study provides new insights into the relationships between the workpiece material's microstructure, machining parameters, and tool condition on both crack formation and propagation/plasticity during burr formation. Using digital image correlation (DIC) and a physics-based process model not previously utilized for burr formation analysis, the displacement and corresponding flow stress were calculated at the exit burr root location. This novel semi-analytical approach revealed that the normalized stress at the exit burr root was approximately equal to the flow stress for a variety of different conditions, indicating the potential for model-based prediction of burr formation mechanics. Finally, this study investigates factors that influence fracture evolution during exit burr formation. It was found that negative exit burrs are a direct result of high strain rate and high uncut chip thickness, which was expected, but also a microstructural size effect and a tool-wear effect, neither of which have been previously reported. By harnessing ultra-high-speed imaging and advanced optical microscopy techniques, this manuscript deals with the fundamentals of burr formation, including new insights into material response at the grain-scale to the loads imposed with both sharp and worn tools.</p></div>","PeriodicalId":14011,"journal":{"name":"International Journal of Machine Tools & Manufacture","volume":"189 ","pages":"Article 104030"},"PeriodicalIF":14.0000,"publicationDate":"2023-06-01","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"1","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Machine Tools & Manufacture","FirstCategoryId":"5","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S089069552300038X","RegionNum":1,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q1","JCRName":"ENGINEERING, MANUFACTURING","Score":null,"Total":0}
引用次数: 1
Abstract
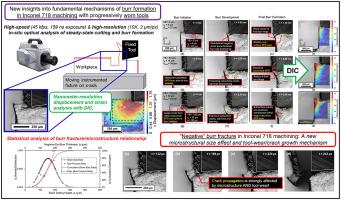
The formation of burrs is among the most significant factors affecting quality and productivity in machining. Burrs are a negative byproduct of machining processes that are difficult to avoid because of a limited understanding of the complex burr formation mechanisms in relation to cutting conditions, including both process parameters and tool condition. Thus, the objective of this work was to characterize burr formation under finish machining conditions via a high-speed, high-resolution in-situ experimental method. Various parameters pertaining to burr geometry such as height, thickness, and initial negative shear angle were measured both during and after cutting. Results showed that varying the conditions of uncut chip thickness, tool-wear, and cutting speed all have a significant effect on burr formation, although certain burr metrics were found to be insensitive with respect to different process conditions because the difference was statistically insignificant. This study provides new insights into the relationships between the workpiece material's microstructure, machining parameters, and tool condition on both crack formation and propagation/plasticity during burr formation. Using digital image correlation (DIC) and a physics-based process model not previously utilized for burr formation analysis, the displacement and corresponding flow stress were calculated at the exit burr root location. This novel semi-analytical approach revealed that the normalized stress at the exit burr root was approximately equal to the flow stress for a variety of different conditions, indicating the potential for model-based prediction of burr formation mechanics. Finally, this study investigates factors that influence fracture evolution during exit burr formation. It was found that negative exit burrs are a direct result of high strain rate and high uncut chip thickness, which was expected, but also a microstructural size effect and a tool-wear effect, neither of which have been previously reported. By harnessing ultra-high-speed imaging and advanced optical microscopy techniques, this manuscript deals with the fundamentals of burr formation, including new insights into material response at the grain-scale to the loads imposed with both sharp and worn tools.
期刊介绍:
The International Journal of Machine Tools and Manufacture is dedicated to advancing scientific comprehension of the fundamental mechanics involved in processes and machines utilized in the manufacturing of engineering components. While the primary focus is on metals, the journal also explores applications in composites, ceramics, and other structural or functional materials. The coverage includes a diverse range of topics:
- Essential mechanics of processes involving material removal, accretion, and deformation, encompassing solid, semi-solid, or particulate forms.
- Significant scientific advancements in existing or new processes and machines.
- In-depth characterization of workpiece materials (structure/surfaces) through advanced techniques (e.g., SEM, EDS, TEM, EBSD, AES, Raman spectroscopy) to unveil new phenomenological aspects governing manufacturing processes.
- Tool design, utilization, and comprehensive studies of failure mechanisms.
- Innovative concepts of machine tools, fixtures, and tool holders supported by modeling and demonstrations relevant to manufacturing processes within the journal's scope.
- Novel scientific contributions exploring interactions between the machine tool, control system, software design, and processes.
- Studies elucidating specific mechanisms governing niche processes (e.g., ultra-high precision, nano/atomic level manufacturing with either mechanical or non-mechanical "tools").
- Innovative approaches, underpinned by thorough scientific analysis, addressing emerging or breakthrough processes (e.g., bio-inspired manufacturing) and/or applications (e.g., ultra-high precision optics).
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


