Xiangyu LI , Zhaoyu LI , Dong HE , Junxue REN , Qian FENG , Kai TANG
{"title":"Efficient machining of a complex blisk channel using a disc cutter","authors":"Xiangyu LI , Zhaoyu LI , Dong HE , Junxue REN , Qian FENG , Kai TANG","doi":"10.1016/j.cja.2023.04.017","DOIUrl":null,"url":null,"abstract":"<div><p>For rough machining of a complex narrow cavity, e.g., a complex blisk channel on an aero-engine, the typically used cutting tools are the slender cylindrical cutter and conical cutter. Nevertheless, as neither of the two is particularly suited for rough machining, wherein the main purpose is to remove a large volume as quickly as possible, the machining efficiency is low, especially when the part materials are of hard-to-cut types (e.g., Titanium-alloy) for which it often takes days to rough machine a blisk. Fortunately, disc machining provides a new and efficient roughing solution, since a disc cutter with a large radius enables a much larger cutting speed and thus a larger material removal rate. However, due to the large radius of the disc cutter, its potential collision with narrow and twisted channels becomes a serious concern. In this paper, we propose a novel two-phase approach for efficiently machining a complex narrow cavity workpiece using a disc-shaped cutter, i.e., 3 + 2-axis disc-slotting of the channel by multiple layers (rough machining) + five-axis disc-milling of the freeform channel side surfaces (semi-finish machining). Both simulation and physical cutting experiments are conducted to assess the effectiveness and advantages of the proposed method. The experimental results show that, with respect to a same cusp-height threshold on the channel side surfaces, the total machining time of the tested part by the proposed method is about only 36% of that by the conventional approach of plunging-milling (for roughing) plus milling by a slender cylindrical cutter (for semi-finishing).</p></div>","PeriodicalId":55631,"journal":{"name":"Chinese Journal of Aeronautics","volume":"37 1","pages":"Pages 414-437"},"PeriodicalIF":5.3000,"publicationDate":"2024-01-01","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"https://www.sciencedirect.com/science/article/pii/S1000936123001322/pdfft?md5=d9dfdae7ea484f37253dda461d003d01&pid=1-s2.0-S1000936123001322-main.pdf","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Chinese Journal of Aeronautics","FirstCategoryId":"1087","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S1000936123001322","RegionNum":1,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q1","JCRName":"ENGINEERING, AEROSPACE","Score":null,"Total":0}
引用次数: 0
Abstract
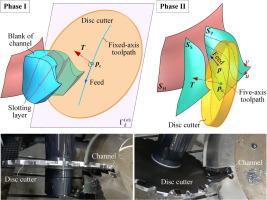
For rough machining of a complex narrow cavity, e.g., a complex blisk channel on an aero-engine, the typically used cutting tools are the slender cylindrical cutter and conical cutter. Nevertheless, as neither of the two is particularly suited for rough machining, wherein the main purpose is to remove a large volume as quickly as possible, the machining efficiency is low, especially when the part materials are of hard-to-cut types (e.g., Titanium-alloy) for which it often takes days to rough machine a blisk. Fortunately, disc machining provides a new and efficient roughing solution, since a disc cutter with a large radius enables a much larger cutting speed and thus a larger material removal rate. However, due to the large radius of the disc cutter, its potential collision with narrow and twisted channels becomes a serious concern. In this paper, we propose a novel two-phase approach for efficiently machining a complex narrow cavity workpiece using a disc-shaped cutter, i.e., 3 + 2-axis disc-slotting of the channel by multiple layers (rough machining) + five-axis disc-milling of the freeform channel side surfaces (semi-finish machining). Both simulation and physical cutting experiments are conducted to assess the effectiveness and advantages of the proposed method. The experimental results show that, with respect to a same cusp-height threshold on the channel side surfaces, the total machining time of the tested part by the proposed method is about only 36% of that by the conventional approach of plunging-milling (for roughing) plus milling by a slender cylindrical cutter (for semi-finishing).
期刊介绍:
Chinese Journal of Aeronautics (CJA) is an open access, peer-reviewed international journal covering all aspects of aerospace engineering. The Journal reports the scientific and technological achievements and frontiers in aeronautic engineering and astronautic engineering, in both theory and practice, such as theoretical research articles, experiment ones, research notes, comprehensive reviews, technological briefs and other reports on the latest developments and everything related to the fields of aeronautics and astronautics, as well as those ground equipment concerned.
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


