Aleksandr Dudarev, Konstantin Volegov, Georgiy Kurzanov
{"title":"Rheonomic phenomenon shrinkage of holes drilled in fibreglass and carbon fibre-reinforced polymer composites","authors":"Aleksandr Dudarev, Konstantin Volegov, Georgiy Kurzanov","doi":"10.1186/s40759-017-0033-1","DOIUrl":null,"url":null,"abstract":"<p>The research is devoted to machining polymer composite materials and reflects a non-trivial, accuracy-affecting phenomenon that occurs while drilling polymer composite materials, i.e. reduction of holes diameter over time after processing.</p><p>The article contains experimental data obtained in the research of rheonomic shrinkage of holes after drilling various grades of polymer composite materials. The research involved using different types of tools (high-performance Ham solid carbide drill bits and diamond drill bits). The tests were carried out combining different parameters of drilling modes. We adopted the range of spindle speed change <i>n</i>?=?10,000-20,000 rev/min and tool feed range S<sub>m</sub>?=?50-300?mm/min. Measurements of shrinkage were performed with the help of ATOS III Triple Scan XL scanning system immediately after treatment and in 48?h thereafter. Based on the scanned polygonal mesh of each hole, three-dimensional models of holes drilled in the samples were built. Then, these models were verified against nominal drillings using GOM Inspect software. In this way, the values of rheonomic shrinkage were obtained. Verification was carried out according to Gaussian method of measurements by coincidence using variation variables sigma (Gaussian best-fit 3 sigma).</p><p>Shrinkage of holes does not take place in structural materials. However, in polymer composite materials, shrinkage of the drilled hole of 10?mm nominal diameter may reach reduction in diameter of 0.02-0.03?mm during a period of 48?h and depends on the grade of the polymer composite material. Observations have shown that shrinkage also depends on machining mode parameters.</p><p>We have developed two hypotheses to explain the influence of processing mode parameters on rheonomic shrinkage: the first one relates to the rate of processing, the second – to the force factors.</p>","PeriodicalId":696,"journal":{"name":"Mechanics of Advanced Materials and Modern Processes","volume":"3 1","pages":""},"PeriodicalIF":4.0300,"publicationDate":"2017-11-13","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"https://sci-hub-pdf.com/10.1186/s40759-017-0033-1","citationCount":"6","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Mechanics of Advanced Materials and Modern Processes","FirstCategoryId":"4","ListUrlMain":"https://link.springer.com/article/10.1186/s40759-017-0033-1","RegionNum":0,"RegionCategory":null,"ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"","JCRName":"","Score":null,"Total":0}
引用次数: 6
Abstract
The research is devoted to machining polymer composite materials and reflects a non-trivial, accuracy-affecting phenomenon that occurs while drilling polymer composite materials, i.e. reduction of holes diameter over time after processing.
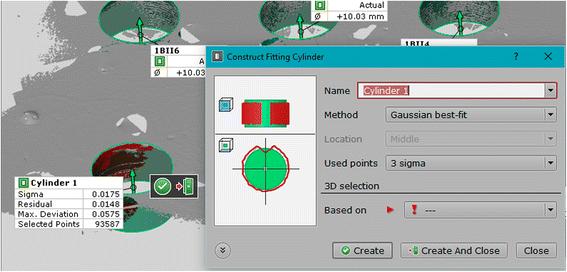
The article contains experimental data obtained in the research of rheonomic shrinkage of holes after drilling various grades of polymer composite materials. The research involved using different types of tools (high-performance Ham solid carbide drill bits and diamond drill bits). The tests were carried out combining different parameters of drilling modes. We adopted the range of spindle speed change n?=?10,000-20,000 rev/min and tool feed range Sm?=?50-300?mm/min. Measurements of shrinkage were performed with the help of ATOS III Triple Scan XL scanning system immediately after treatment and in 48?h thereafter. Based on the scanned polygonal mesh of each hole, three-dimensional models of holes drilled in the samples were built. Then, these models were verified against nominal drillings using GOM Inspect software. In this way, the values of rheonomic shrinkage were obtained. Verification was carried out according to Gaussian method of measurements by coincidence using variation variables sigma (Gaussian best-fit 3 sigma).
Shrinkage of holes does not take place in structural materials. However, in polymer composite materials, shrinkage of the drilled hole of 10?mm nominal diameter may reach reduction in diameter of 0.02-0.03?mm during a period of 48?h and depends on the grade of the polymer composite material. Observations have shown that shrinkage also depends on machining mode parameters.
We have developed two hypotheses to explain the influence of processing mode parameters on rheonomic shrinkage: the first one relates to the rate of processing, the second – to the force factors.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


