Induction kinetic welding (IKW): An innovative one-shot solid-state technique for circular joints
IF 4
Q2 MATERIALS SCIENCE, MULTIDISCIPLINARY
引用次数: 0
Abstract
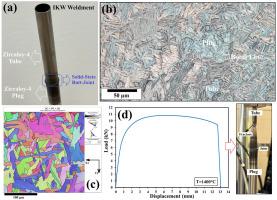
In this research, an innovative solid-state joining technology has been introduced for butt-welding of circular sections with dissimilar tube and rod geometries, using induction kinetic welding (IKW). This process involves using induction to preheat material before bringing the pieces together, where rapid heating to below the base metal melting temperature followed quickly by applying axial force and shear rotation at the joint interface. A homogeneous weld microstructure consisting of refined grains and minimal heat affected zone (HAZ) is formed at the contact interface. The present work demonstrates this for a specific application involving a circular plug (with a diameter of ∼13 mm) and thin-walled tube (with a diameter of ∼13.4 mm and a wall thickness of ∼0.35 mm) both consisting of Zircaloy-4. Among the IKW processing parameters, the influence of preheating temperature and rotational shear displacement angle are the most critical inputs examined. The final joint stress distribution near the peak fracture load was modelled using finite element analysis (FEA). To this end, induction heating up to the temperature of ∼1400°C followed by a frictional shear-rotation angle of 60-degrees achieved formation of a sound solid-state weld with upset and removal of oxides from the contact interface. Afterward, the microstructural characteristics across the welding line and mechanical properties of the produced weldments were examined. A joining efficiency of 100% was achieved during the tensile fracture of the tube/plug weldment where fracture of the tube base metal has been achieved.
感应动态焊接(IKW):一种创新的一次性固态焊接技术
在这项研究中,引入了一种创新的固态连接技术,用于使用感应动力焊接(IKW)对焊具有不同管和棒几何形状的圆形截面。该工艺包括在将零件组合在一起之前使用感应预热材料,其中快速加热到低于母材熔化温度,然后在接合界面快速施加轴向力和剪切旋转。在接触界面处形成细小晶粒和最小热影响区(HAZ)的均匀焊缝组织。目前的工作在涉及圆形塞(直径约13毫米)和薄壁管(直径约13.4毫米,壁厚约0.35毫米)的特定应用中证明了这一点,两者都由锆合金-4组成。在IKW工艺参数中,预热温度和旋转剪切位移角的影响是最关键的输入。采用有限元方法模拟了峰值断裂载荷附近的最终节点应力分布。为此,感应加热至~ 1400°C的温度,然后进行60度的摩擦剪切旋转角,形成了良好的固态焊缝,并从接触界面上去除了氧化物。随后,对焊缝的显微组织特征和力学性能进行了检测。在管/塞焊件的拉伸断裂过程中,实现了100%的连接效率,其中管母金属已经断裂。
本文章由计算机程序翻译,如有差异,请以英文原文为准。
求助全文
约1分钟内获得全文
求助全文

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


