Surface integrity and kerf characteristics in Wire-EDM of WAAM-fabricated hybrid ER70S-308L steel: A Taguchi-based parametric analysis
引用次数: 0
Abstract
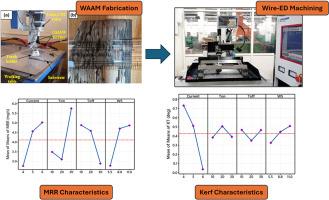
Wire-Arc Additive Manufactured (WAAM) components exhibit surface irregularities, necessitating optimized processing techniques to achieve precision and reliability. This study investigates the wire electric discharge (ED) machining performance of WAAM-fabricated hybrid ER70S-308L steel (a compositional hybrid formed by simultaneous deposition of ER70S and 308L stainless steel wires), focusing on material removal rate (MRR), kerf width (KW), kerf taper (KT), and surface integrity. A Taguchi-based design of experiments (DoE) was employed, considering discharge current (I), pulse-on time (Ton), pulse-off time (Toff), and wire speed (Ws). Results indicate that Ton significantly influences MRR (34.13 %) and top KW (47 %), while current predominantly affects KT (87.54 %) and bottom KW (91.99 %). Surface morphological analysis reveals key interfacial features, including recast layers, micro-cracks (6–10 μm), and spherical globules, attributed to intense thermal effects during machining. Predictive models were developed with high accuracy (R2: 78.53–99.15 %) for MRR, KW, and KT. To achieve a balanced machining outcome, multi-response optimization was performed using the desirability function approach (DFA). The optimal parametric setting (I = 5 A, Ton = 10 μs, Toff = 20 μs, Ws = 5.5 m/s) yielded the highest composite desirability index of 0.8518, simultaneously enhancing material removal rate and kerf geometry. The findings provide critical insights into surface modification and interfacial phenomena in subtractive processing of WAAM hybrid steels, supporting the development of efficient machining strategies for advanced manufacturing. These findings can benefit applications in aerospace, tooling, and repair of large structural components where precision post-processing of WAAM parts is essential.
waam复合材料ER70S-308L钢电火花加工的表面完整性和切口特征:基于田口的参数分析
电弧增材制造(WAAM)组件表面不规则,需要优化的加工技术来实现精度和可靠性。本研究研究了waam制造的复合ER70S-308L钢(由ER70S和308L不锈钢丝同时沉积形成的复合材料)的线材放电(ED)加工性能,重点研究了材料去除率(MRR)、切口宽度(KW)、切口锥度(KT)和表面完整性。考虑放电电流(I)、通脉时间(Ton)、关脉时间(Toff)和导线速度(Ws),采用基于田口的实验设计(DoE)。结果表明,电流对MRR(34.13%)和最高KW(47%)有显著影响,而电流对KT(87.54%)和最低KW(91.99%)有显著影响。表面形貌分析揭示了关键的界面特征,包括重铸层、微裂纹(6-10 μm)和球形球体,这些都是由于加工过程中强烈的热效应造成的。MRR、KW和KT的预测模型准确率较高(R2: 78.53 ~ 99.15%)。为了获得平衡的加工结果,采用期望函数法(DFA)进行多响应优化。最佳参数设置(I = 5 A, Ton = 10 μs, Toff = 20 μs, Ws = 5.5 m/s)可获得最高的复合理想指数0.8518,同时提高了材料去除率和切口几何形状。研究结果为WAAM混杂钢减法加工中的表面改性和界面现象提供了重要见解,支持了先进制造中高效加工策略的发展。这些发现有助于航空航天、模具和大型结构部件的维修,其中WAAM部件的精密后处理是必不可少的。
本文章由计算机程序翻译,如有差异,请以英文原文为准。
求助全文
约1分钟内获得全文
求助全文

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


