{"title":"Fabrication of micro holes using low power fiber laser: surface morphology, modeling and soft-computing based optimization","authors":"Tuhin Kar, Swarup S. Deshmukh, Arjyajyoti Goswami","doi":"10.1007/s40436-024-00484-2","DOIUrl":null,"url":null,"abstract":"<div><p>Fiber laser micromachining is found extensive applications at industrial level because it is cheap and simple to use. Due to its high strength and low conductivity titanium is difficult to machine with conventional methods. In this investigation, micro holes were fabricated using a 30 W fiber laser on 2 mm thick <i>α</i>-titanium (Grade 2) and the process parameters were optimized through response surface methodology (RSM) and teaching learning-based optimization (TLBO) approach. Experimental runs were designed as per rotatable central composite design (RCCD). Material removal rate (MRR), hole circularity (HC), deviation in diameter (DEV) and heat affected zone (HAZ) were selected as output. A third-order polynomial prediction model was established using RSM. Analysis of variance (ANOVA) suggested that the developed model was 93.5% accurate. The impact of input factors on responses were studied by 3D surface plots. RSM desirability indicates that optimum micro drilling conditions are scan speed 275.43 mm/s, frequency 24.61 kHz, power 36.23% and number of passes 49.75. TLBO indicates that optimum micro drilling conditions are scan speed 100 mm/s, frequency 20 kHz, power 20% and number of passes 50. Comparison between RSM and TLBO suggested that TLBO provided better optimization results. Surface morphology of the fabricated micro holes were analyzed with scanning electron microscopy (SEM).</p></div>","PeriodicalId":7342,"journal":{"name":"Advances in Manufacturing","volume":"12 4","pages":"810 - 831"},"PeriodicalIF":4.2000,"publicationDate":"2024-04-07","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Advances in Manufacturing","FirstCategoryId":"5","ListUrlMain":"https://link.springer.com/article/10.1007/s40436-024-00484-2","RegionNum":2,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"ENGINEERING, MANUFACTURING","Score":null,"Total":0}
引用次数: 0
Abstract
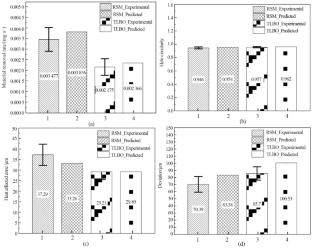
Fiber laser micromachining is found extensive applications at industrial level because it is cheap and simple to use. Due to its high strength and low conductivity titanium is difficult to machine with conventional methods. In this investigation, micro holes were fabricated using a 30 W fiber laser on 2 mm thick α-titanium (Grade 2) and the process parameters were optimized through response surface methodology (RSM) and teaching learning-based optimization (TLBO) approach. Experimental runs were designed as per rotatable central composite design (RCCD). Material removal rate (MRR), hole circularity (HC), deviation in diameter (DEV) and heat affected zone (HAZ) were selected as output. A third-order polynomial prediction model was established using RSM. Analysis of variance (ANOVA) suggested that the developed model was 93.5% accurate. The impact of input factors on responses were studied by 3D surface plots. RSM desirability indicates that optimum micro drilling conditions are scan speed 275.43 mm/s, frequency 24.61 kHz, power 36.23% and number of passes 49.75. TLBO indicates that optimum micro drilling conditions are scan speed 100 mm/s, frequency 20 kHz, power 20% and number of passes 50. Comparison between RSM and TLBO suggested that TLBO provided better optimization results. Surface morphology of the fabricated micro holes were analyzed with scanning electron microscopy (SEM).
期刊介绍:
As an innovative, fundamental and scientific journal, Advances in Manufacturing aims to describe the latest regional and global research results and forefront developments in advanced manufacturing field. As such, it serves as an international platform for academic exchange between experts, scholars and researchers in this field.
All articles in Advances in Manufacturing are peer reviewed. Respected scholars from the fields of advanced manufacturing fields will be invited to write some comments. We also encourage and give priority to research papers that have made major breakthroughs or innovations in the fundamental theory. The targeted fields include: manufacturing automation, mechatronics and robotics, precision manufacturing and control, micro-nano-manufacturing, green manufacturing, design in manufacturing, metallic and nonmetallic materials in manufacturing, metallurgical process, etc. The forms of articles include (but not limited to): academic articles, research reports, and general reviews.
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


