Xianggang Ruan, Xinyu Hu, Yi Xu, Lidong Zhao, Chao Cheng, Fei Han, Zhubin He
{"title":"Experimental study on corner filling of B1800HS boron steel tubes in hot metal gas forming process","authors":"Xianggang Ruan, Xinyu Hu, Yi Xu, Lidong Zhao, Chao Cheng, Fei Han, Zhubin He","doi":"10.1007/s00170-024-13463-5","DOIUrl":null,"url":null,"abstract":"<p>The adequate filling and quenching of small corner features are major challenges in manufacturing complex-shaped boron steel tubular parts during the hot metal gas forming process. Considering that the tube forming process involves closed and invisible features, a single-sided die quenching experiment of boron steel sheets was proposed to simulate the in-die quenching process of tubes. The results confirmed that for a given sheet thickness, the critical size of the non-contact zone of achieving complete martensite transformation could be determined. A simple demonstrator geometry was designed to analyze the effects of bulging temperature and pressurizing rate on the corner filling, microstructure, and mechanical properties in the hot metal gas forming process, which are then correlated with the cooling rate in single-sided die quenching experiment. The corner filling was significantly improved with the increase in the bulging temperature and the pressurizing rate. At the bulging temperature of 900 °C, when the pressurizing rate increased from 1 to 3 MPa/s, the obtainable minimum corner radius decreased only from 24 to 16 mm. Under the above increased pressurizing rate, the width of the non-contact zone was 12.23 mm, which corresponded to a cooling rate that could reach 47 °C/s in the corner zone. The limited corner filling resulted from a significant temperature drop during hot metal gas forming. Decreasing the cooling rate of the tube or increasing the pressurizing rate can extend the range of reasonable process parameters in the boron steel tubes’ hot metal gas forming.</p>","PeriodicalId":50345,"journal":{"name":"International Journal of Advanced Manufacturing Technology","volume":"72 1","pages":""},"PeriodicalIF":3.1000,"publicationDate":"2024-03-22","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Advanced Manufacturing Technology","FirstCategoryId":"5","ListUrlMain":"https://doi.org/10.1007/s00170-024-13463-5","RegionNum":3,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"AUTOMATION & CONTROL SYSTEMS","Score":null,"Total":0}
引用次数: 0
Abstract
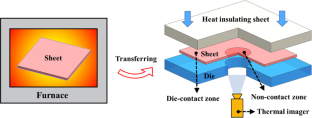
The adequate filling and quenching of small corner features are major challenges in manufacturing complex-shaped boron steel tubular parts during the hot metal gas forming process. Considering that the tube forming process involves closed and invisible features, a single-sided die quenching experiment of boron steel sheets was proposed to simulate the in-die quenching process of tubes. The results confirmed that for a given sheet thickness, the critical size of the non-contact zone of achieving complete martensite transformation could be determined. A simple demonstrator geometry was designed to analyze the effects of bulging temperature and pressurizing rate on the corner filling, microstructure, and mechanical properties in the hot metal gas forming process, which are then correlated with the cooling rate in single-sided die quenching experiment. The corner filling was significantly improved with the increase in the bulging temperature and the pressurizing rate. At the bulging temperature of 900 °C, when the pressurizing rate increased from 1 to 3 MPa/s, the obtainable minimum corner radius decreased only from 24 to 16 mm. Under the above increased pressurizing rate, the width of the non-contact zone was 12.23 mm, which corresponded to a cooling rate that could reach 47 °C/s in the corner zone. The limited corner filling resulted from a significant temperature drop during hot metal gas forming. Decreasing the cooling rate of the tube or increasing the pressurizing rate can extend the range of reasonable process parameters in the boron steel tubes’ hot metal gas forming.
期刊介绍:
The International Journal of Advanced Manufacturing Technology bridges the gap between pure research journals and the more practical publications on advanced manufacturing and systems. It therefore provides an outstanding forum for papers covering applications-based research topics relevant to manufacturing processes, machines and process integration.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


