{"title":"Real-time surface roughness estimation and automatic regrinding of ground workpieces using a data-driven model and grinding force inputs","authors":"Jing-Yu Lai, Pei-Chun Lin","doi":"10.1007/s00170-024-13434-w","DOIUrl":null,"url":null,"abstract":"<p>This study reports a methodology for predicting surface roughness using data-driven models with grinding force as the input data. Prior to the model training process, the critical grinding parameters for brass material were selected and optimized using the Taguchi method. The experimental grinding force data were then collected and preprocessed into three features: the raw feature as the baseline feature, the statistical feature, and the fast Fourier transform (FFT) feature. The data were imported into a linear regression model as the baseline model and a deep neural network (DNN) model as the proposed strategy. The widely used surface roughness (Ra) of the ground workpiece was experimentally measured and served as the performance index. The model’s performance was evaluated based on the mean absolute percentage error (MAPE) between the predicted and measured Ra values. The validation of the Ra prediction revealed that, among all test combinations, the DNN model with four hidden layers and the FFT feature as the input had the best performance of surface roughness prediction, with a MAPE of 3.17%. The independent testing and evaluation of the DNN model with the FFT feature yielded a MAPE of 6.96%, indicating that the proposed strategy effectively predicted the surface roughness of the workpiece. This work also proposes an automatic regrinding strategy in which the grinding system automatically regrinds the workpiece if the predicted Ra of the workpiece in the previous grinding process exceeds the threshold. Experimental results confirmed that among 24 ground areas, two areas have roughness exceeding the threshold and need to be regrind, and the proposed strategy can correctly identify and regrind these two areas (100% success rate). After automatic regrinding, the workpiece exhibited a roughness lower than the set threshold.</p>","PeriodicalId":50345,"journal":{"name":"International Journal of Advanced Manufacturing Technology","volume":"148 1","pages":""},"PeriodicalIF":3.1000,"publicationDate":"2024-03-19","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Advanced Manufacturing Technology","FirstCategoryId":"5","ListUrlMain":"https://doi.org/10.1007/s00170-024-13434-w","RegionNum":3,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"AUTOMATION & CONTROL SYSTEMS","Score":null,"Total":0}
引用次数: 0
Abstract
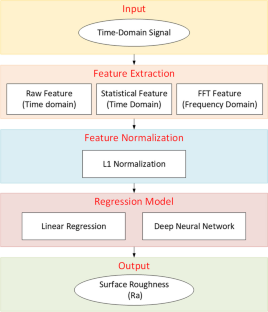
This study reports a methodology for predicting surface roughness using data-driven models with grinding force as the input data. Prior to the model training process, the critical grinding parameters for brass material were selected and optimized using the Taguchi method. The experimental grinding force data were then collected and preprocessed into three features: the raw feature as the baseline feature, the statistical feature, and the fast Fourier transform (FFT) feature. The data were imported into a linear regression model as the baseline model and a deep neural network (DNN) model as the proposed strategy. The widely used surface roughness (Ra) of the ground workpiece was experimentally measured and served as the performance index. The model’s performance was evaluated based on the mean absolute percentage error (MAPE) between the predicted and measured Ra values. The validation of the Ra prediction revealed that, among all test combinations, the DNN model with four hidden layers and the FFT feature as the input had the best performance of surface roughness prediction, with a MAPE of 3.17%. The independent testing and evaluation of the DNN model with the FFT feature yielded a MAPE of 6.96%, indicating that the proposed strategy effectively predicted the surface roughness of the workpiece. This work also proposes an automatic regrinding strategy in which the grinding system automatically regrinds the workpiece if the predicted Ra of the workpiece in the previous grinding process exceeds the threshold. Experimental results confirmed that among 24 ground areas, two areas have roughness exceeding the threshold and need to be regrind, and the proposed strategy can correctly identify and regrind these two areas (100% success rate). After automatic regrinding, the workpiece exhibited a roughness lower than the set threshold.
期刊介绍:
The International Journal of Advanced Manufacturing Technology bridges the gap between pure research journals and the more practical publications on advanced manufacturing and systems. It therefore provides an outstanding forum for papers covering applications-based research topics relevant to manufacturing processes, machines and process integration.

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式:


